
Welches Filament eignet sich wofür und welche Druckereinstellungen nimmt man konkret? In diesem Artikel möchte ich nicht nur unterschiedliche Filamentarten wie PLA, PETG, TPU etwas näher beschreiben, nein ich möchte auch konkret angeben mit welcher Filament-Marke ich bereits gute oder auch schlechte Erfahrung gemacht habe. Ich teste mit verschiedenen 3D-Druckern immer wieder mal gerne ein neues Filament, eine neue Farbe oder eine andere Marke. Ich teste den Druck mit verschiedenen Einstellungen (Temperaturen, Geschwindigkeit etc.) denn manchmal variieren diese sogar bei der Farbe des gleichen Herstellers. Hier bekommt Ihr also konkrete Tipps zu vielen Filamenten, die Liste wird laufend ergänzt.
Filament Test und Vergleich
Keine Filament Theorie sondern konkrete Werte zu Drucktemperatur, Druckgeschwindigkeit und mehr
 Dieser Artikel wendet sich vorwiegend an 3D-Drucker Einsteiger, aber auch an routinierte 3D-Druck Fans die vielleicht ein neues Filament gekauft haben und schnell mal erfahren möchten mit welchen Geschwindigkeiten und Temperaturen man das am besten druckt. Nicht immer sind nämlich die Angaben von Anbietern verlässlich, ich habe hier sehr oft schlechte Erfahrungen gemacht. Zum Teil werden genau bei dem gleichen Filament je nach Anbieter völlig unterschiedlichen Angaben angegeben, zum Teil sogar mit gravierenden Unterschieden. Leider musste ich auch feststellen dass in vielen Tutorials und Youtube-Videos zwar viel Theoretisches zu Filament erläutert wird, jedoch konkrete Werte werden sehr selten zu einzelnen Filamenten genannt. Gerade für Einsteiger finde ich das sehr schade.
Dieser Artikel wendet sich vorwiegend an 3D-Drucker Einsteiger, aber auch an routinierte 3D-Druck Fans die vielleicht ein neues Filament gekauft haben und schnell mal erfahren möchten mit welchen Geschwindigkeiten und Temperaturen man das am besten druckt. Nicht immer sind nämlich die Angaben von Anbietern verlässlich, ich habe hier sehr oft schlechte Erfahrungen gemacht. Zum Teil werden genau bei dem gleichen Filament je nach Anbieter völlig unterschiedlichen Angaben angegeben, zum Teil sogar mit gravierenden Unterschieden. Leider musste ich auch feststellen dass in vielen Tutorials und Youtube-Videos zwar viel Theoretisches zu Filament erläutert wird, jedoch konkrete Werte werden sehr selten zu einzelnen Filamenten genannt. Gerade für Einsteiger finde ich das sehr schade.
Ich liste daher zu konkreten Filament-Angeboten von Händlern aber auch Amazon-Angeboten neben den Anbieterangaben auch mal meine eigenen Erfahrungen und wichtigsten Grundeinstelllungen auf. Diese Empfehlungen beruhen alle auf meiner persönlichen Erfahrung die ich beim Druck mit dem Artillery Genius , Sidewinder und Flsun Q5 gemacht habe. In der Regel kann man diese Werte auch auf den meisten anderen 3D-Druckern verwenden. Natürlich kann es je nach Modell leichte Unterschiede geben, insbesondere weil die Drucker manchmal unterschiedlich genau die Temperatur messen oder verteilen.
Natürlich sind alle Empfehlungen nicht in Stein gemeißelt und endgültig. Es kann sich mit der Zeit ergeben dass kleine Veränderungen den Druck noch zusätzlich verbessern. Sollte ich das feststellen, werde ich dies auf dieser Seite nachtragen oder korrigieren. Ihr könnt auch gerne Eure konkreten Tipps oder Verbesserungsvorschläge zu einem beliebigen Filament in den Kommentaren hinterlassen. Sobald ich das verifiziert habe, werde ich das auch im Artikel ergänzen. Diese Seite wird also ständig ausgebaut werden, natürlich auch um neue Filamentarten und Marken.
Wie teste ich Filament?
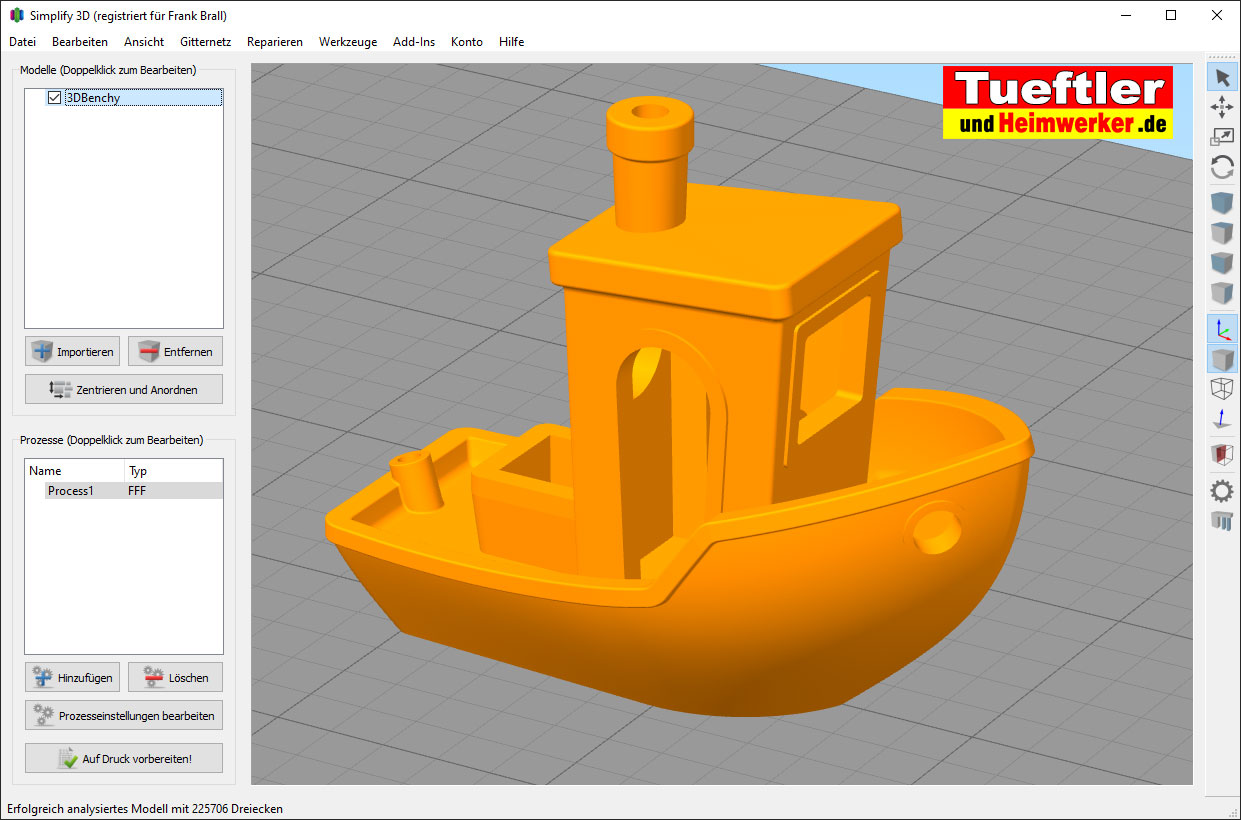
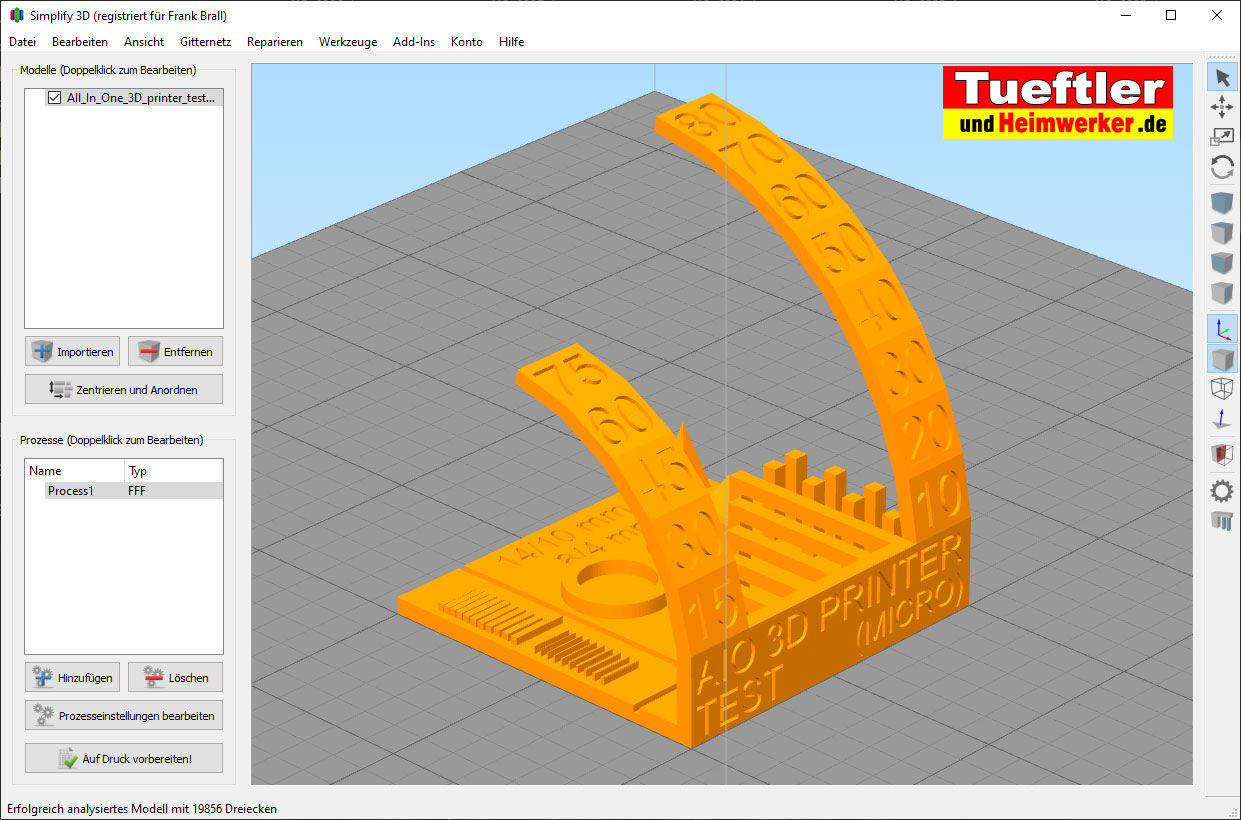
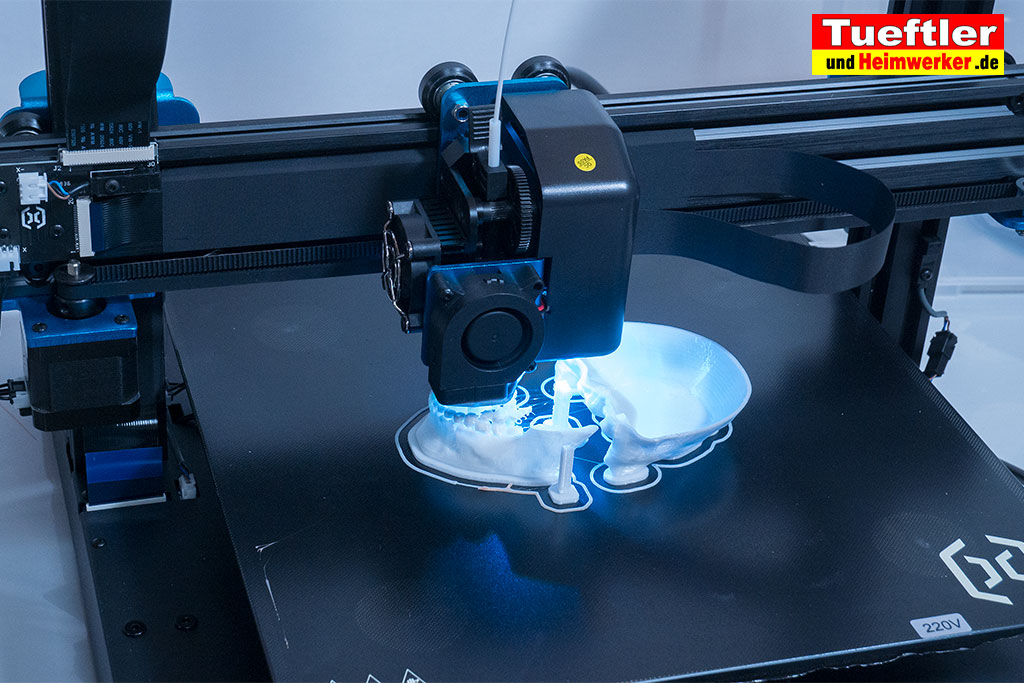
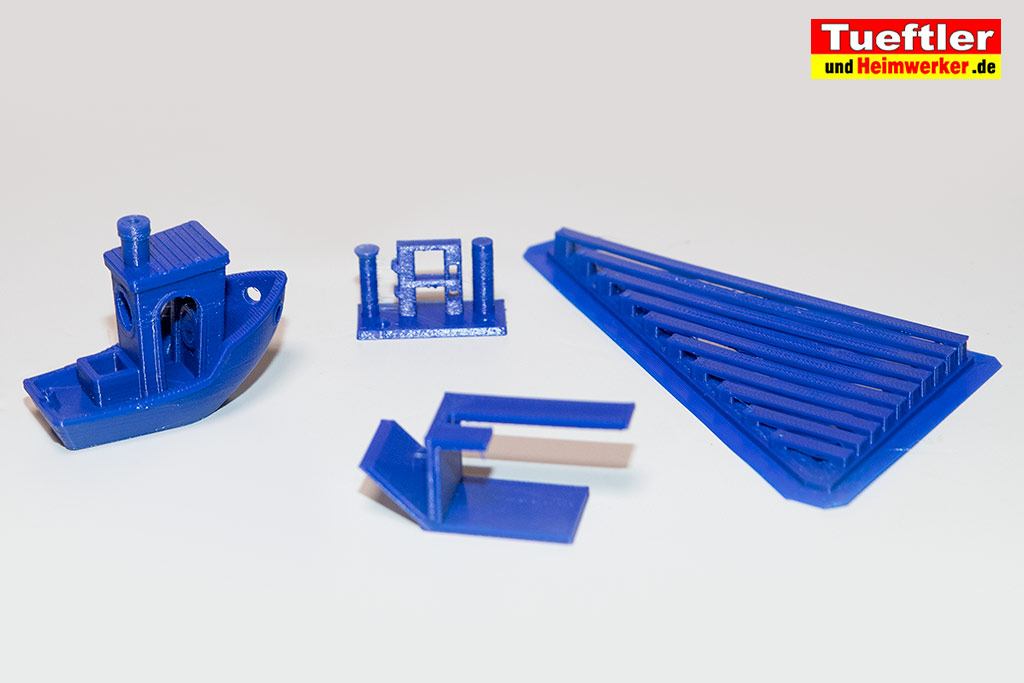
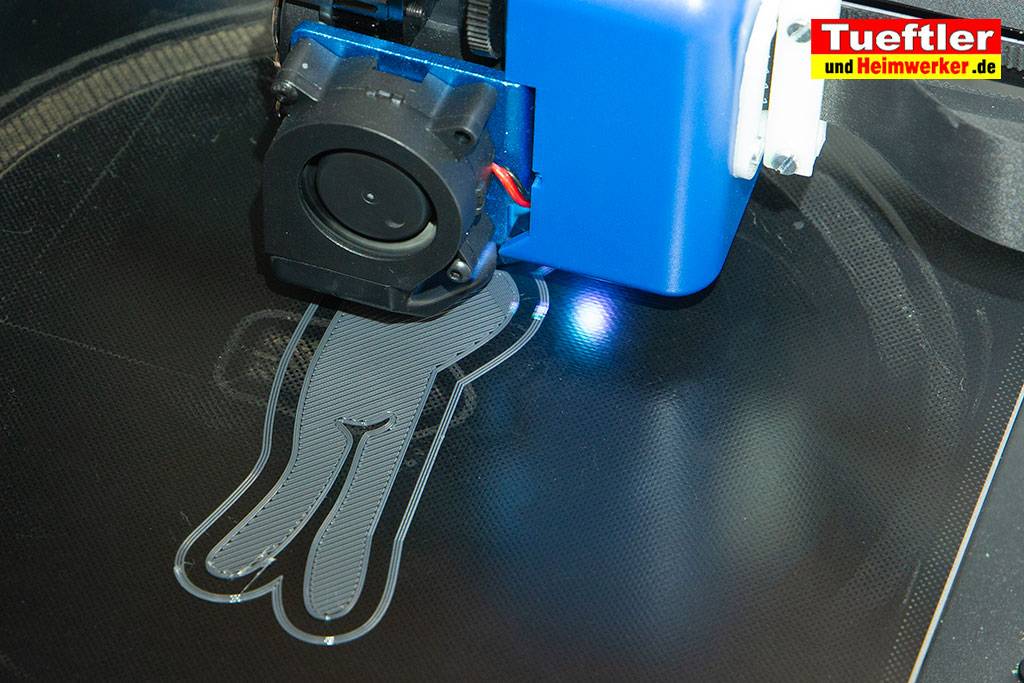
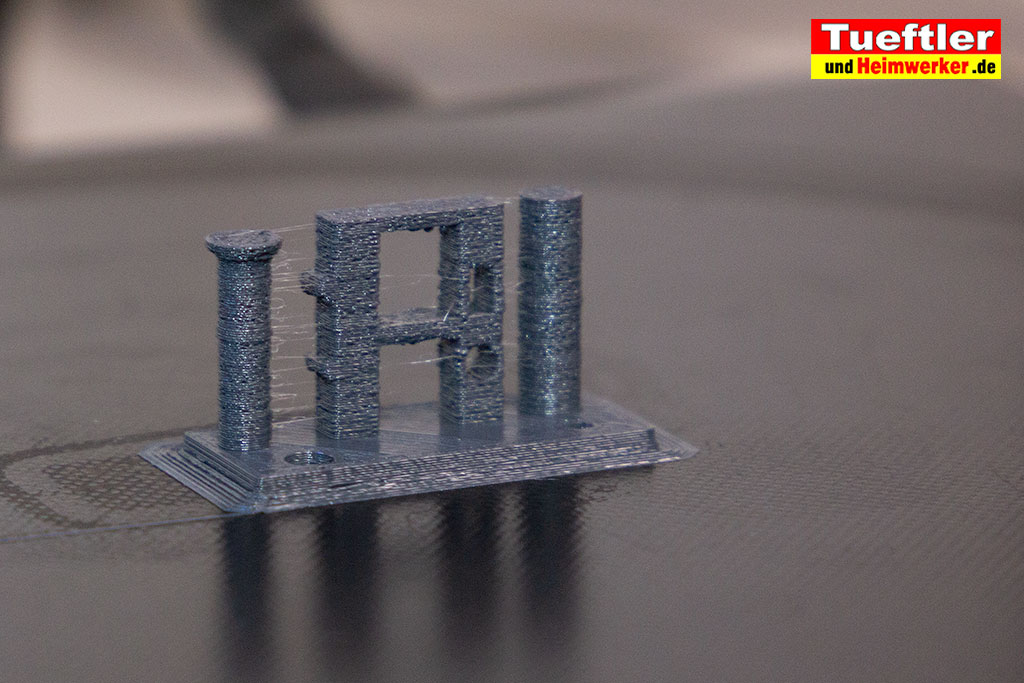
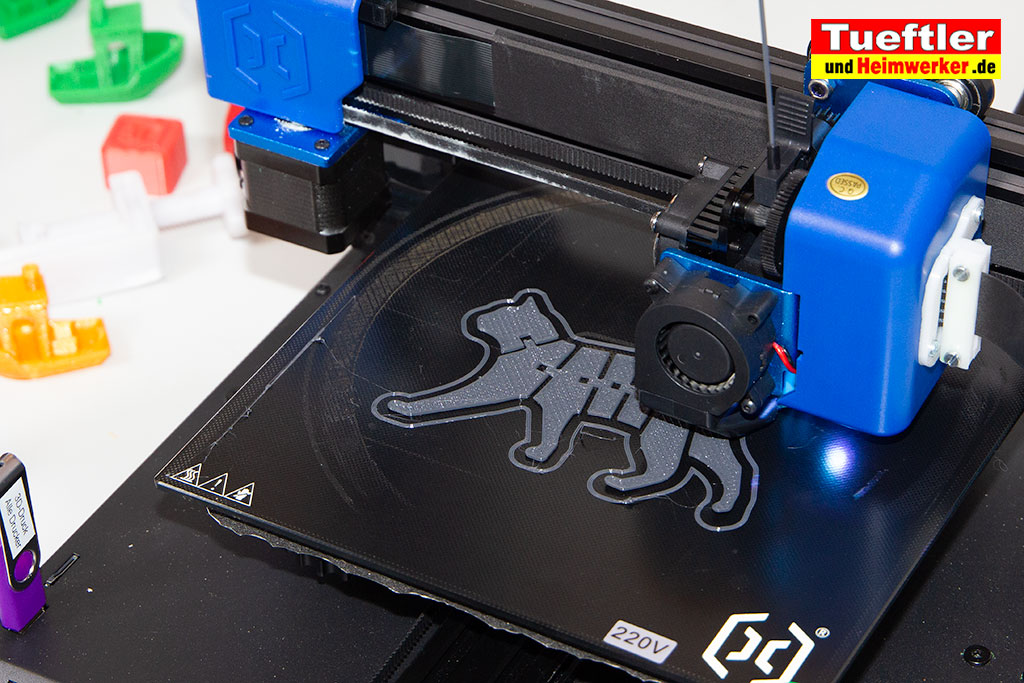
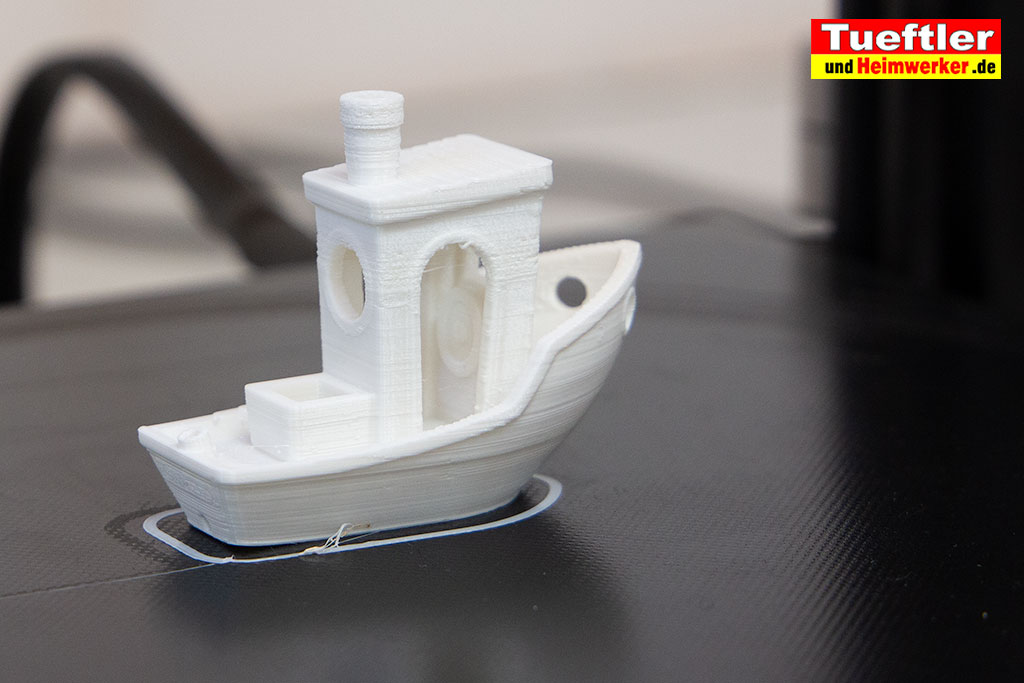
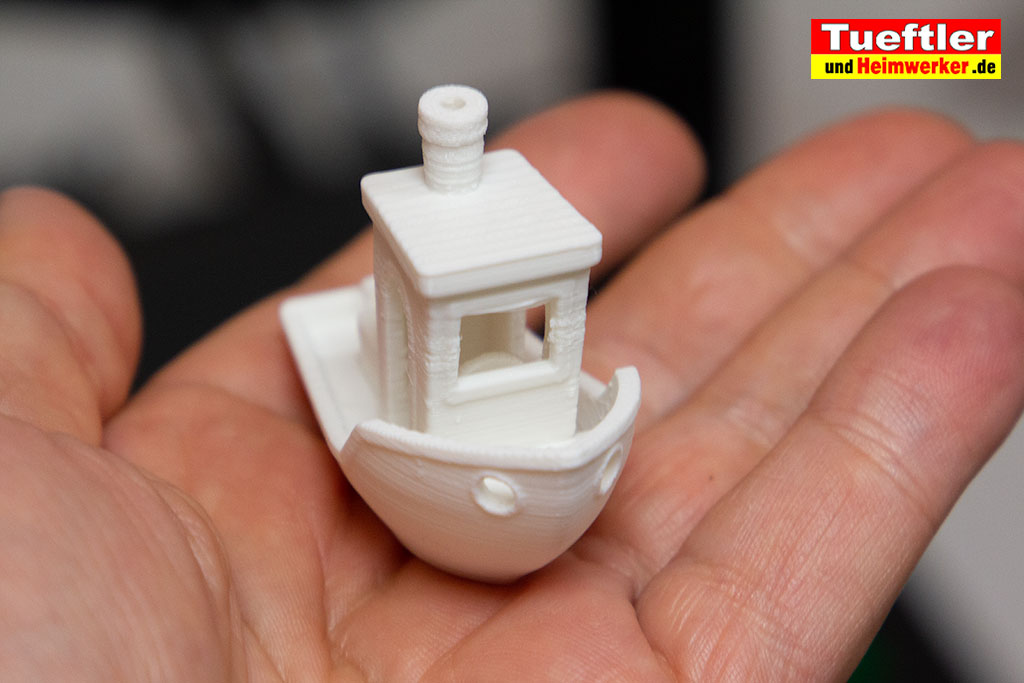
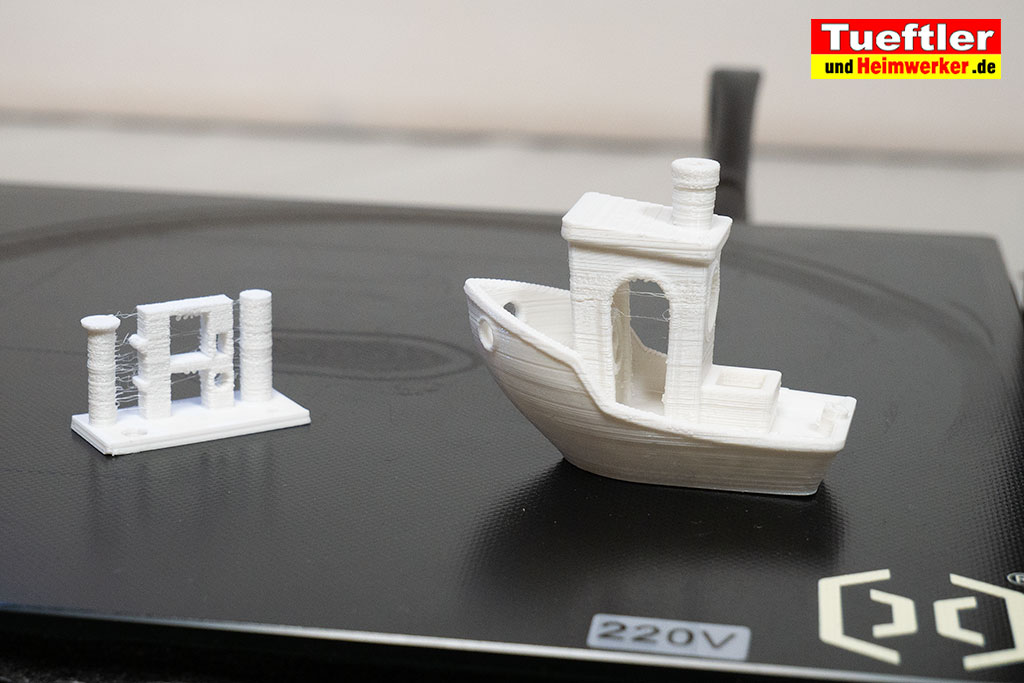
Immer wieder wenn ich ein neues Filament bekomme mache ich verschiedene Tests mit dem berühmten 3DBenchy und anderen Testmodellen die sehr gut aufzeigen wo das Filament oder auch der 3D-Drucker Probleme hat. Einige der Testmodelle die ich gerne verwende findet Ihr etwas weiter unten in der Liste mit Download-Link, ihr könnt sie also auch gerne selbst mal ausprobieren.
Wichtig ist mir vor allem herauszufinden welche Geschwindigkeit, Temperatur und Lüfterkühlung bei dem Filament verwendbar ist damit es gut auf dem Druckbett haftet. Als Druckbett verwende ich eine Ultrabase-Variante, wie sie in gängigen Druckern wie dem Artillery Genius oder Sidewinder verbaut ist. Also eine quasi eine speziell beschichte Glasplatte mit Heizung.
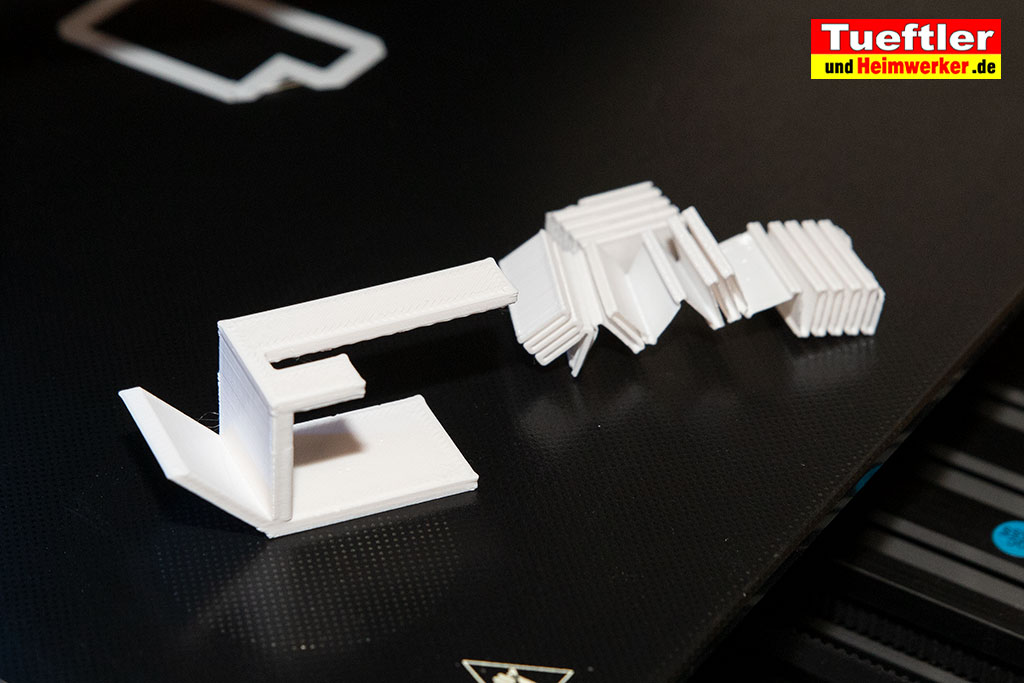
 Ich beurteile auch ob sich Überhänge und Brücken mit dem Filament gut drucken lassen aber auch wie die Oberfläche und Farbe wirkt. Da ich vorwiegend auch Teile drucke die mechanisch etwas beansprucht werden, achte ich immer auf eine gute Layerhaftung.
Ich beurteile auch ob sich Überhänge und Brücken mit dem Filament gut drucken lassen aber auch wie die Oberfläche und Farbe wirkt. Da ich vorwiegend auch Teile drucke die mechanisch etwas beansprucht werden, achte ich immer auf eine gute Layerhaftung.
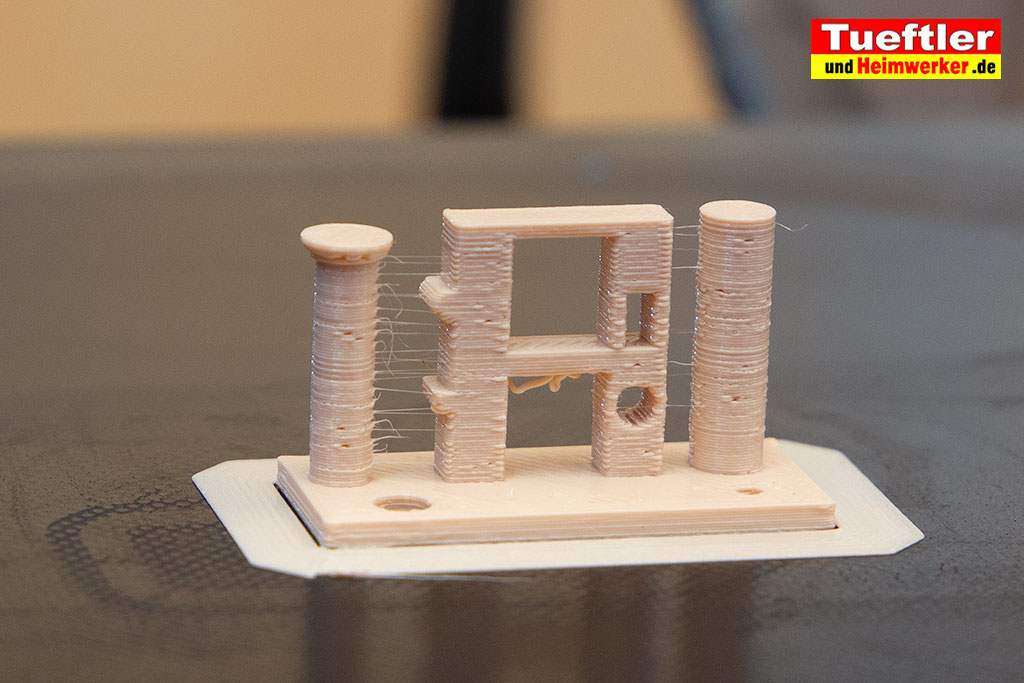
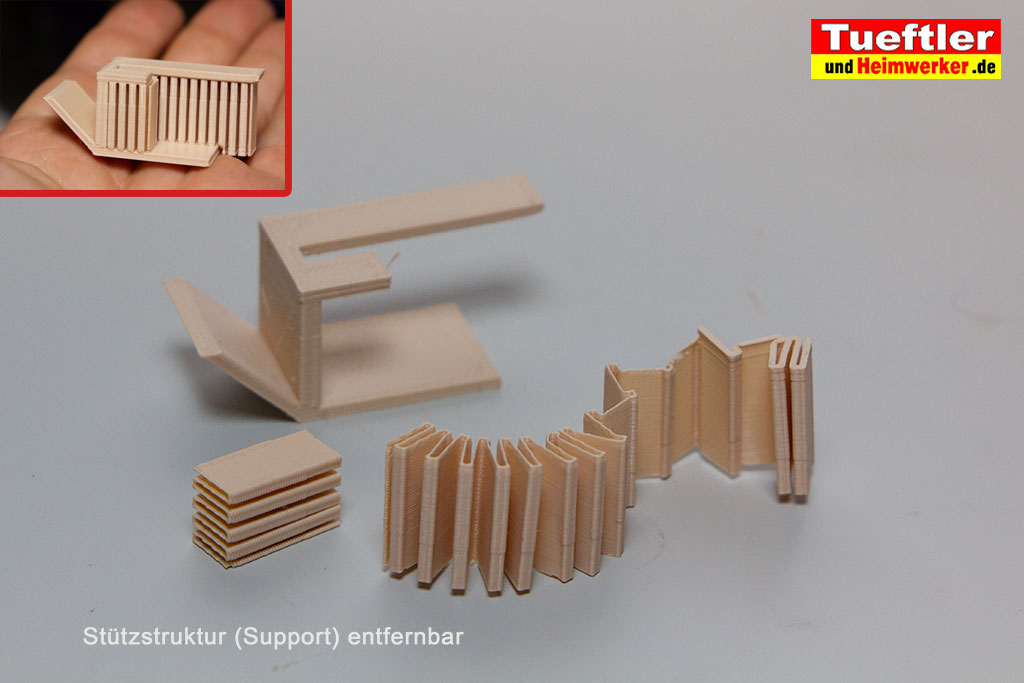
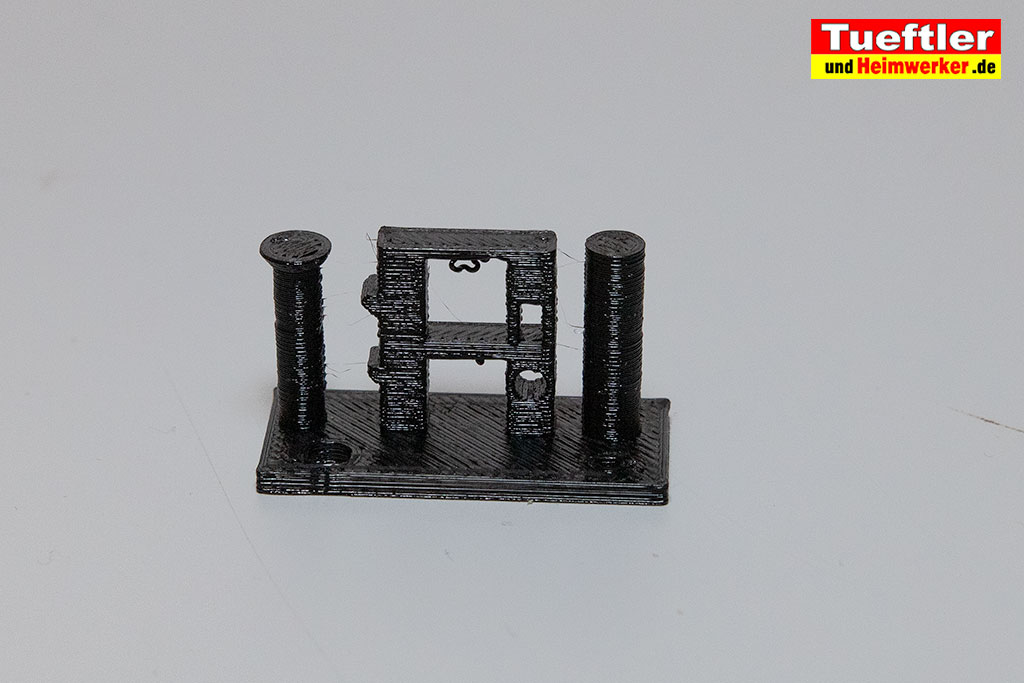
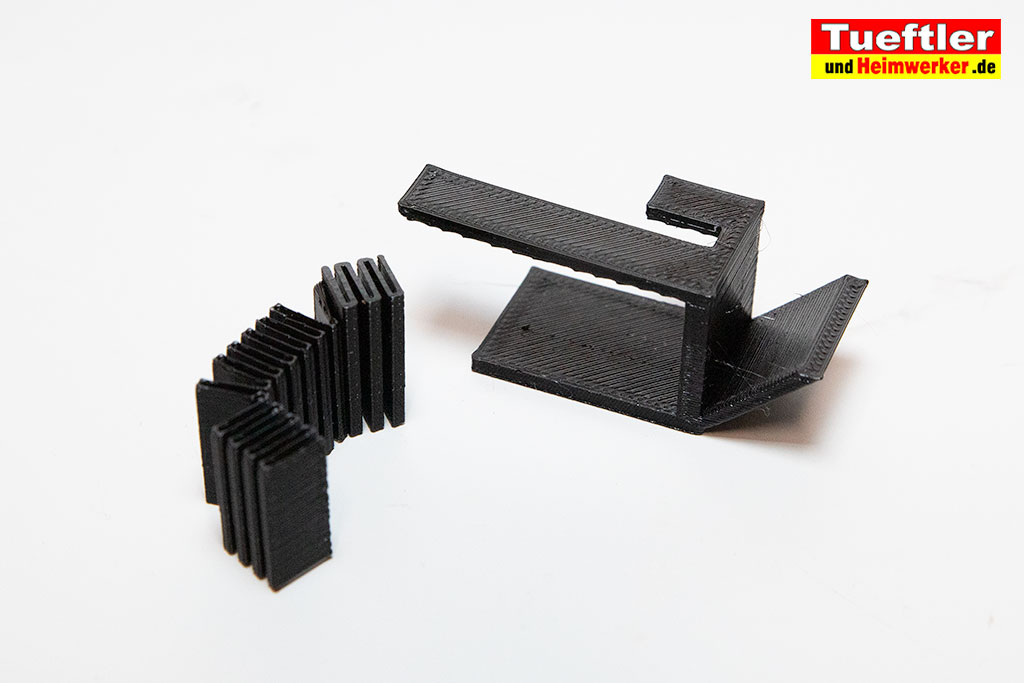
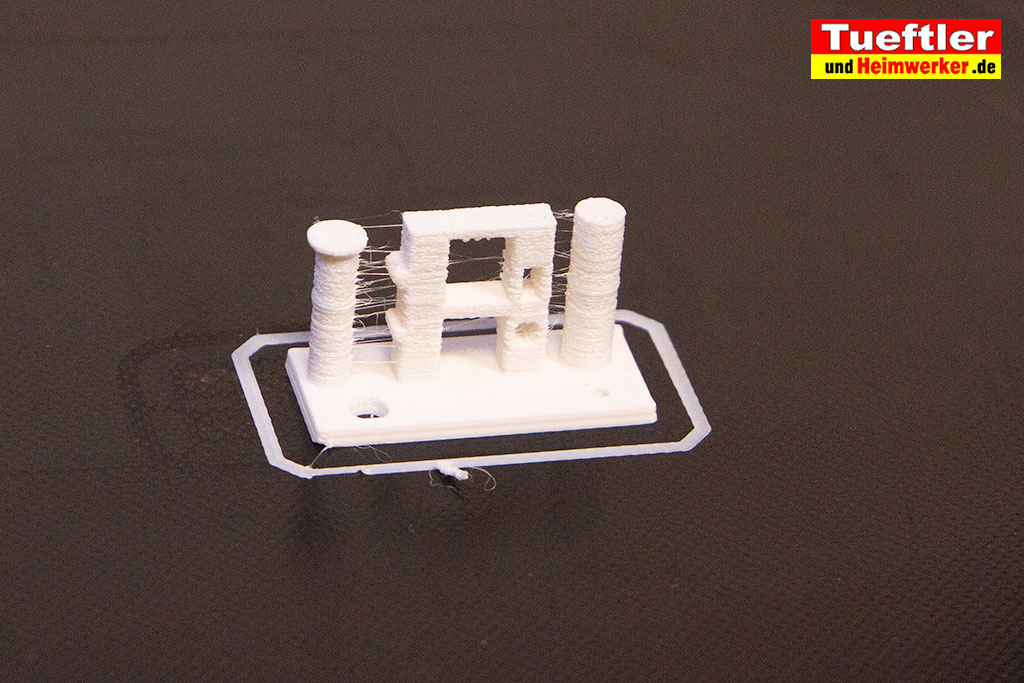
Und ganz wichtig, ich teste auch wie gut sich die Stützstruktur bei dem jeweiligen Material entfernen lässt. Letzteres ist nämlich sehr unterschiedlich, bei PLA lässt sich die Stützstruktur oft sehr leicht entfernen, bei PETG schon etwas schwieriger und bei TPU oft gar nicht. Wenn man das weiß kann man das bei der Zeichnung eines Objektes oder bei der Auswahl berücksichtigen. Bei TPU sollte man beispielsweise vorwiegend Modelle ganz ohne notwendige Stützstruktur suchen. Zudem gebe ich Euch Hinweise wenn bei einem Filament verstärkt Warping aufgetreten ist und man lieber einen kleinen Rand drum herum drucken sollte. Wie bereits erwähnt wird diese Liste ständig ergänzt und modifiziert, schon alleine weil ich sie selbst zum Nachschlagen nutze, falls ich mal was vergessen habe.
Download Links zu 3D-Drucker Testmodellen die ich oft nutze
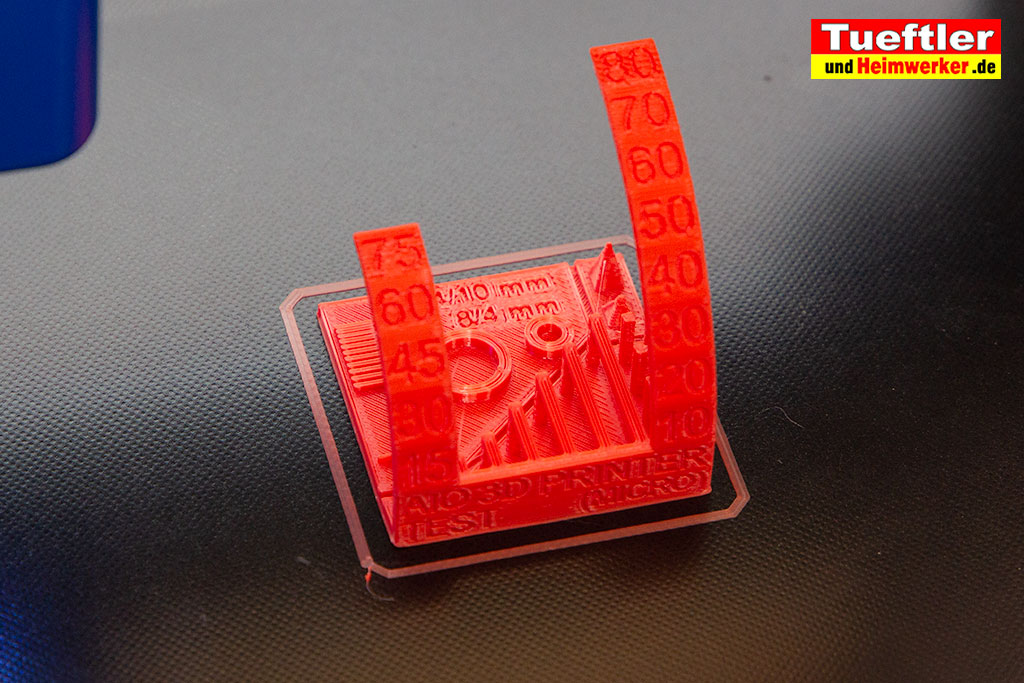
- Download All In One 3D Printer Test – STL-Datei
- Download 3D- Benchy – STL-Datei
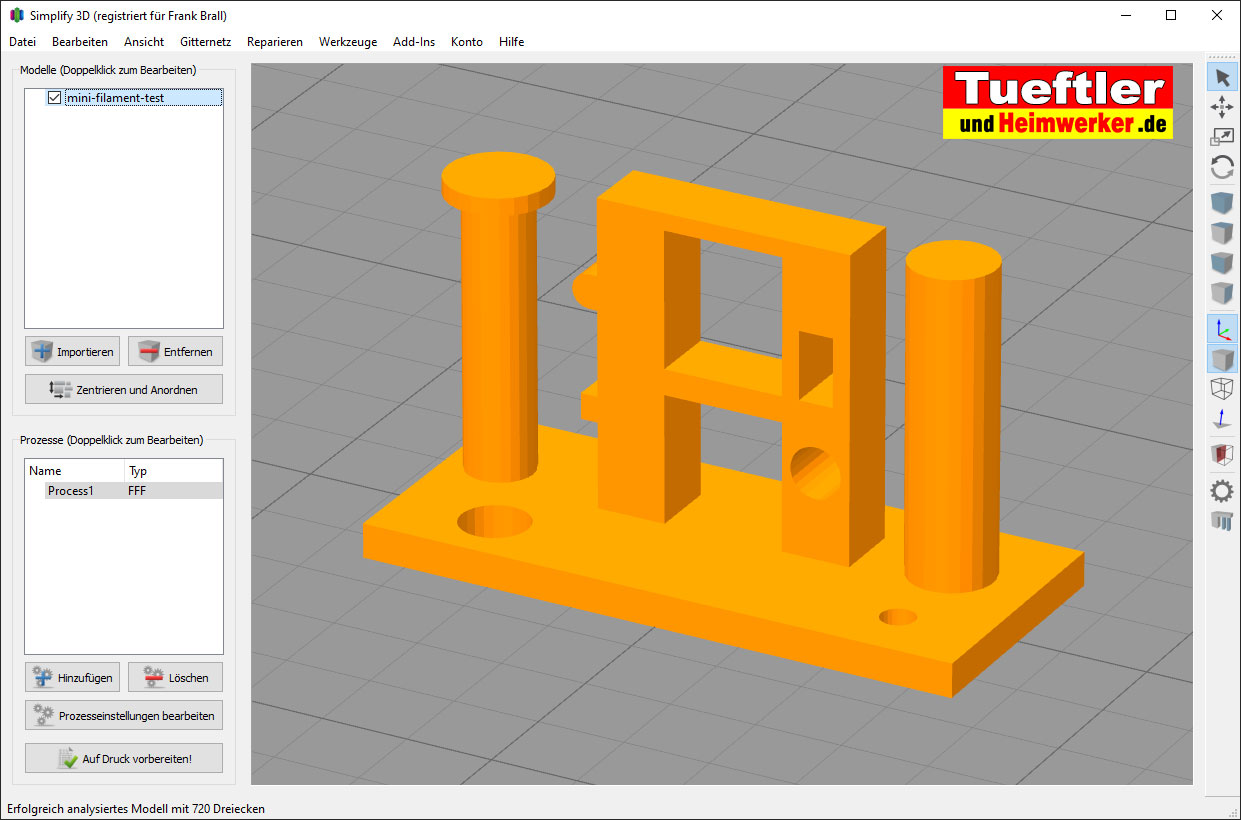
- Download 2g Mini-Filament Test – STL-Datei / Sketchup-Datei
- Download Support-Test – STL-Datei / Sketchup-Datei
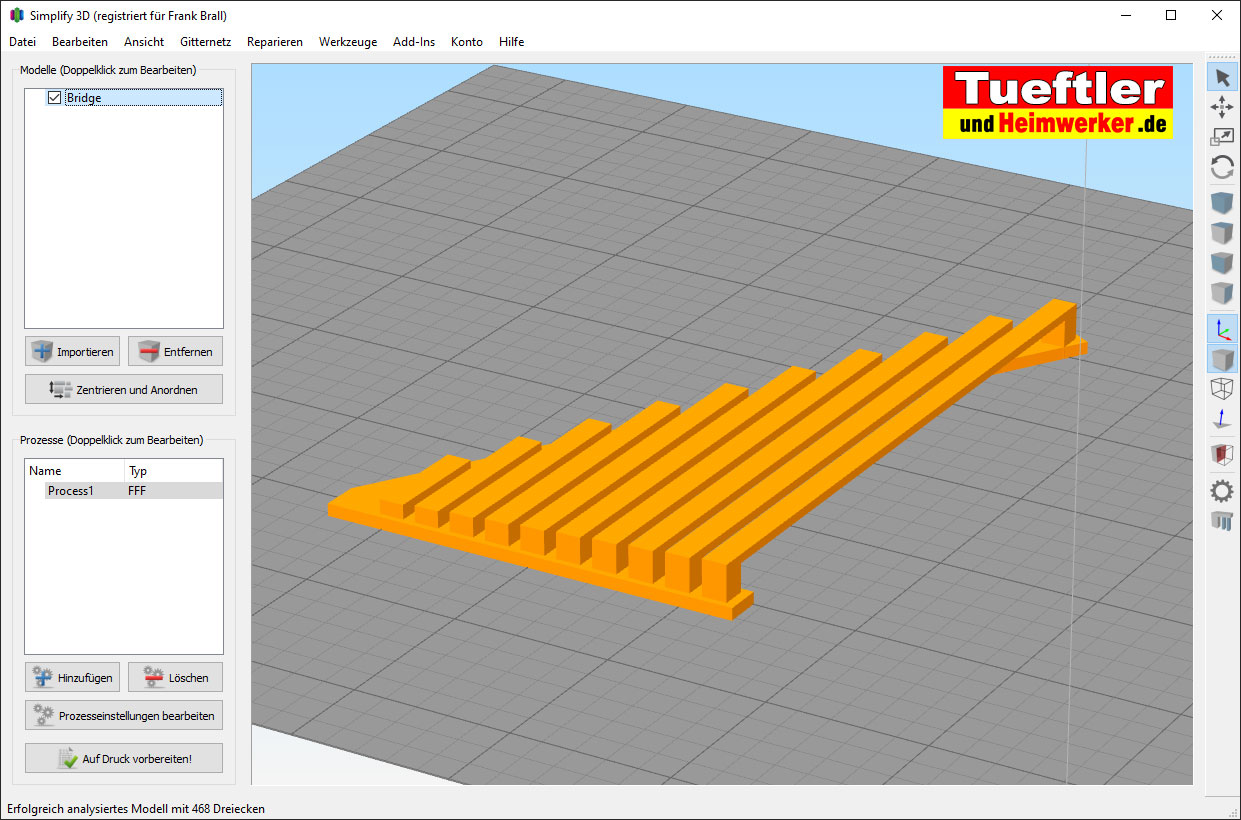
- Download 10-100 mm Bridge Test – STL-Datei
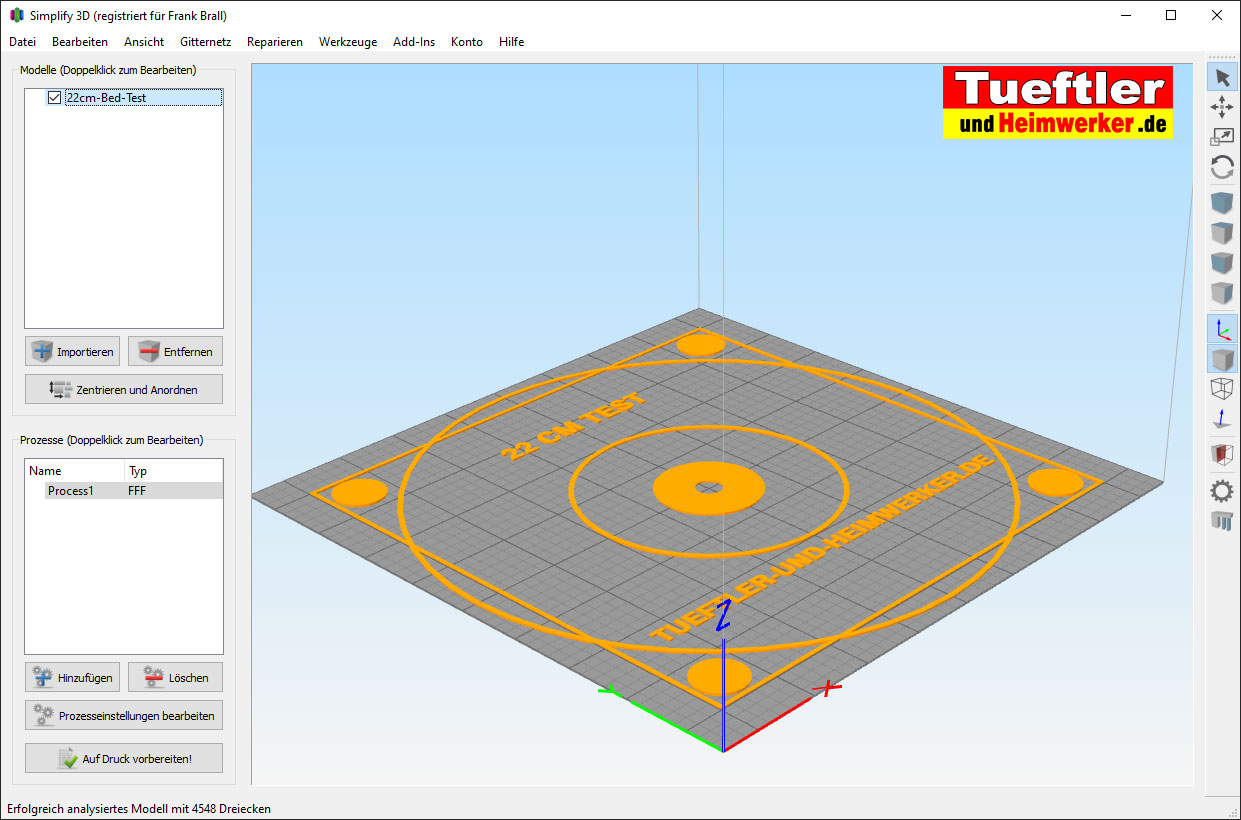
- Download 22cm Bed Test / Druckbett Test – STL-Datei / Sketchup-Datei
- Download On the fly bed level test – STL-Datei
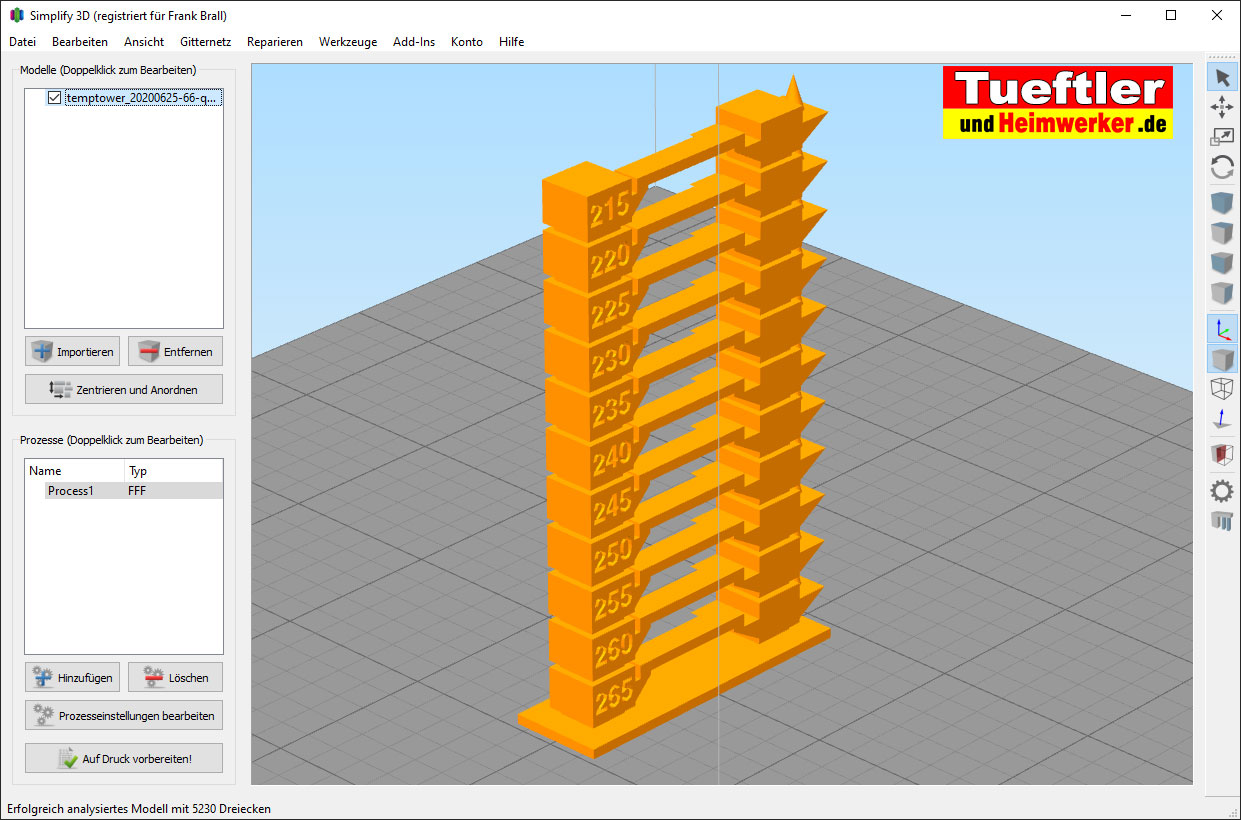
- Download Customized Temperature Tower – STL-Datei
- Download Kalibrierung Hilfe 10x10x10 – STL-Datei / Sketchup-Datei
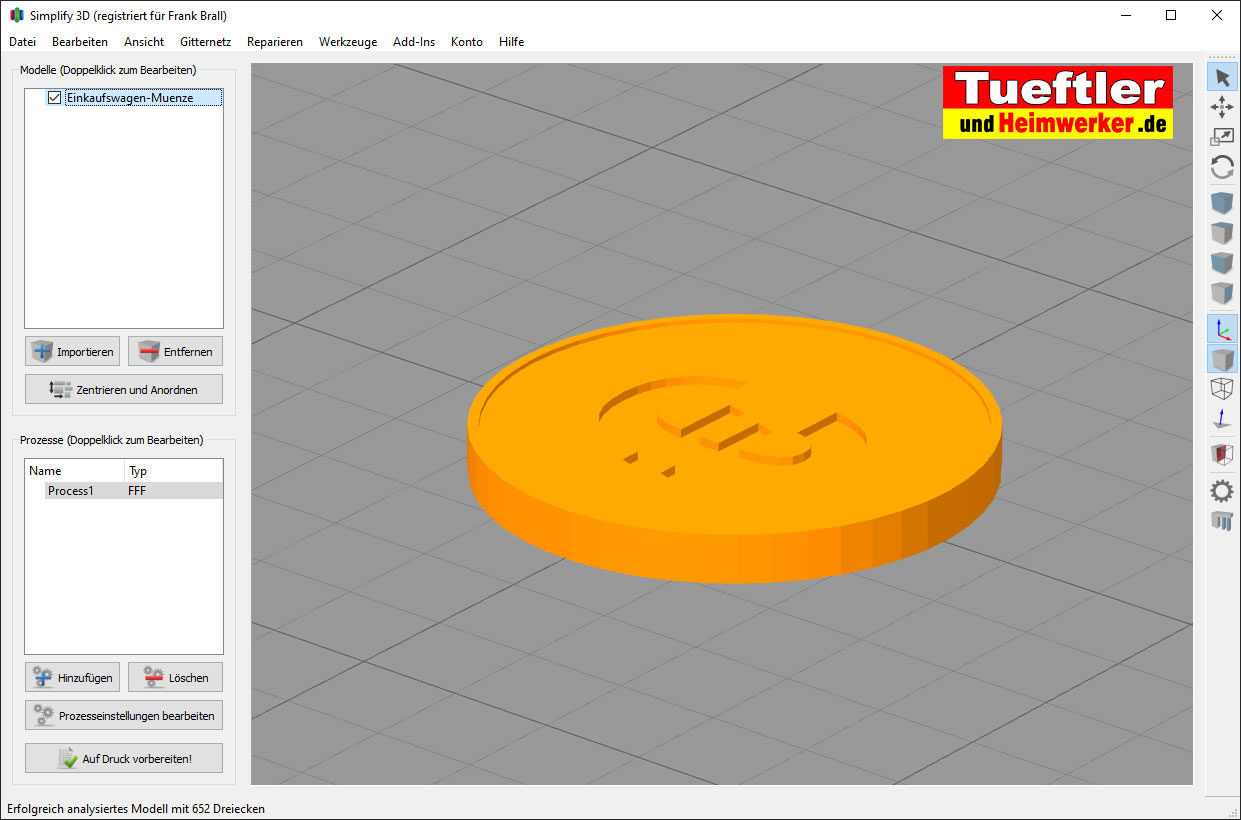
- Download Einkaufsmuenze – STL-Datei
- Download Bruchtest – STL-Datei
Welche Filamente gibt es?
Bevor ich konkrete Marken und Bezugsquellen nenne, möchte ich noch kurz erläutern welche Eigenschaften die einzelnen Filamentarten haben und wo man sie am besten einsetzt, Jede Filamentart hat ihre Vor- und Nachteile, man sollte also gut überlegen für welches 3D-Modell man welches Filament nutzt. Alle Filamentarten die ich hier nenne werden von den meisten 3D-Druckern unterstützt.
PLA-Filament (Polyactide)
 PLA ist die Abkürzung für Polyactide auch Polymilchsäure genannt, es ist ein synthetisches Polymer welches aus nachwachsenden und natürlichen Rohstoffen, wie beispielsweise Mais, gewonnen wird. Dieses Filament wird mit Abstand am meisten beim privaten 3D-Druck eingesetzt, insbesondere weil es sich sehr unproblematisch und sauber drucken lässt. Gerade beim ersten Einstieg ist es empfehlenswert immer mit einer Rolle PLA zu beginnen bevor man zu anderen Filamentarten wechselt. PLA erzeugt beim Druck keinerlei Kunststoffgeruch und haftet sehr gut auf dem Druckbett. Oft wird damit geworben dass PLA biologisch abbaubar ist, dies stimmt, jedoch sollte man bedenken dass dies auch bis zu 50 Jahre dauern kann! Das Material hält also im Innenbereich sehr lang, es ist sogar sehr UV-beständig allerdings nur sehr mäßig wetterfest, für den Außenbereich ist es kaum geeignet. Man kann es allerdings hervorragend lackieren und dadurch wetterfest machen. Es lässt sich auch gut schleifen und kleben. In der Regel besitzt PLA gute mechanische Eigenschaften, wie beispielsweise eine hohe Oberflächenhärte und Steifigkeit. Leider ist PLA nicht sonderlich schlagfest. Modelle, die herunterfallen oder mechanisch stärker belastet werden, können relativ schnell brechen. Vorteil ist, dass es beim Druck nicht zum sogenannten Warping ( Lösen der unteren Schicht bei Temperturänderungen) neigt. Nachteil von PLA ist dass damit gedruckte Modelle nur bis ca. 65°C formstabil bleiben, bei direkter Sonneneinstrahlung können sich Modelle somit schon verziehen, auch deshalb ist es nicht für den Außeneinsatz geeignet. . PLA ist übrigens auch Aceton beständig. Ein weiterer Vorteil von PLA ist dass es in der Regel recht schnell gedruckt werden kann, Standard-Werte sind 60-80mm/sek bei ca. 210° C.
PLA ist die Abkürzung für Polyactide auch Polymilchsäure genannt, es ist ein synthetisches Polymer welches aus nachwachsenden und natürlichen Rohstoffen, wie beispielsweise Mais, gewonnen wird. Dieses Filament wird mit Abstand am meisten beim privaten 3D-Druck eingesetzt, insbesondere weil es sich sehr unproblematisch und sauber drucken lässt. Gerade beim ersten Einstieg ist es empfehlenswert immer mit einer Rolle PLA zu beginnen bevor man zu anderen Filamentarten wechselt. PLA erzeugt beim Druck keinerlei Kunststoffgeruch und haftet sehr gut auf dem Druckbett. Oft wird damit geworben dass PLA biologisch abbaubar ist, dies stimmt, jedoch sollte man bedenken dass dies auch bis zu 50 Jahre dauern kann! Das Material hält also im Innenbereich sehr lang, es ist sogar sehr UV-beständig allerdings nur sehr mäßig wetterfest, für den Außenbereich ist es kaum geeignet. Man kann es allerdings hervorragend lackieren und dadurch wetterfest machen. Es lässt sich auch gut schleifen und kleben. In der Regel besitzt PLA gute mechanische Eigenschaften, wie beispielsweise eine hohe Oberflächenhärte und Steifigkeit. Leider ist PLA nicht sonderlich schlagfest. Modelle, die herunterfallen oder mechanisch stärker belastet werden, können relativ schnell brechen. Vorteil ist, dass es beim Druck nicht zum sogenannten Warping ( Lösen der unteren Schicht bei Temperturänderungen) neigt. Nachteil von PLA ist dass damit gedruckte Modelle nur bis ca. 65°C formstabil bleiben, bei direkter Sonneneinstrahlung können sich Modelle somit schon verziehen, auch deshalb ist es nicht für den Außeneinsatz geeignet. . PLA ist übrigens auch Aceton beständig. Ein weiterer Vorteil von PLA ist dass es in der Regel recht schnell gedruckt werden kann, Standard-Werte sind 60-80mm/sek bei ca. 210° C.
Insgesamt kann man sagen dass PLA besonders gut für Modelle geeignet ist die im Innenbereich eingesetzt werden und nur mäßig belastet werden. Für Deko-Objekte, Figuren und Skulpturen ist es beispielsweise ideal zumal es PLA in sehr vielen Farben und Glanzarten gibt (siehe Liste unten) und sich auch eventuell vorhandene Stützstrukturen leicht entfernen lassen.
PETG-Filament (Polyethylenterephthalat)
 PETG ist die Abkürzung für Polyethylenterephthalat. Es ist inzwischen ein beliebtes 3D-Drucker Filament, da es schlagfester und stabiler als PLA ist. Insbesondere wenn man 3D-Modelle druckt die mechanisch mehr belastet werden ist PETG von großem Vorteil, es bricht einfach nicht so schnell und dünne Strukturen erlauben auch größere Biegeradien. PETG beruht auf dem Material PET, das zum Beispiel auch bei PET-Flaschen eingesetzt wird. Das “G” steht für “glykolmodifiziert”. Durch diese Modifikation ist das Filament klarer, weniger spröde und einfacher zu drucken. In der Anfangszeit des 3D-Drucks wurde zum Druck stabiler Modelle vorwiegend ABS eingesetzt. PETG hat ABS recht stark verdrängt da PETG deutlich einfacher zu drucken ist als ABS und fast genauso gut hält. PETG ist quasi ein guter Mittelweg zwischen ABS und PLA, es ist flexibler, temperaturbeständiger und haltbarer als PLA und dennoch fast genauso leicht zu drucken wie PLA. PETG hat zudem den Vorteil dass der Grundstoff nahezu transparent als auch wetterfest ist. PETG kann daher auch gut im Außenbereich eingesetzt werden, es ist sowohl transparent als auch in vielen Farben erhältlich. PETG ist ähnlich einfach zu drucken wie PLA, man benötigt nur höhere Temperaturen. Je nach Hersteller liegt die Drucktemperatur oft zwischen 220 und 250 °C. Auch das Druckbett sollte man in der Regel höher heizen, oft zwischen 70 und 90°C, da es ansonsten nicht ganz so gut haftet wie PLA. Kleiner Nachteil von PETG ist dass es manchmal leicht zum Warping neigt, ich empfehle daher PETG Objekte mit einem kleinen Rand (englisch BRIM) zu drucken, damit sich dieses mit der Zeit nicht vom Druckbett löst. Wenn man dies beachtet hat man mit PETG keine Probleme beim Druck. PETG lässt sich ebenfalls gut schleifen, bohren oder mit Epoxidharz verkleben.
PETG ist die Abkürzung für Polyethylenterephthalat. Es ist inzwischen ein beliebtes 3D-Drucker Filament, da es schlagfester und stabiler als PLA ist. Insbesondere wenn man 3D-Modelle druckt die mechanisch mehr belastet werden ist PETG von großem Vorteil, es bricht einfach nicht so schnell und dünne Strukturen erlauben auch größere Biegeradien. PETG beruht auf dem Material PET, das zum Beispiel auch bei PET-Flaschen eingesetzt wird. Das “G” steht für “glykolmodifiziert”. Durch diese Modifikation ist das Filament klarer, weniger spröde und einfacher zu drucken. In der Anfangszeit des 3D-Drucks wurde zum Druck stabiler Modelle vorwiegend ABS eingesetzt. PETG hat ABS recht stark verdrängt da PETG deutlich einfacher zu drucken ist als ABS und fast genauso gut hält. PETG ist quasi ein guter Mittelweg zwischen ABS und PLA, es ist flexibler, temperaturbeständiger und haltbarer als PLA und dennoch fast genauso leicht zu drucken wie PLA. PETG hat zudem den Vorteil dass der Grundstoff nahezu transparent als auch wetterfest ist. PETG kann daher auch gut im Außenbereich eingesetzt werden, es ist sowohl transparent als auch in vielen Farben erhältlich. PETG ist ähnlich einfach zu drucken wie PLA, man benötigt nur höhere Temperaturen. Je nach Hersteller liegt die Drucktemperatur oft zwischen 220 und 250 °C. Auch das Druckbett sollte man in der Regel höher heizen, oft zwischen 70 und 90°C, da es ansonsten nicht ganz so gut haftet wie PLA. Kleiner Nachteil von PETG ist dass es manchmal leicht zum Warping neigt, ich empfehle daher PETG Objekte mit einem kleinen Rand (englisch BRIM) zu drucken, damit sich dieses mit der Zeit nicht vom Druckbett löst. Wenn man dies beachtet hat man mit PETG keine Probleme beim Druck. PETG lässt sich ebenfalls gut schleifen, bohren oder mit Epoxidharz verkleben.
PETG ist in der Praxis universell einsetzbar, besonders wenn die 3D-Modelle funktional sind (z.B. Zahnräder, Reifen, Werkzeuge) oder mechanisch stärker belastet werden ist PETG sehr zu empfehlen. Man kann aber durchaus auch Deko-Objekte, Figuren und Skulpturen damit drucken, sogar wenn diese im Außenbereich eingesetzt werden. PETG-Modelle sind zudem UV- und bis zu 80°C temperaturbeständig. Bei vielen Marken ist die Stützstruktur auch bei PETG sehr leicht und sauber entfernbar, auch das liste ich unten auf.
TPU (thermoplastisches Polyurethan)
 TPU steht für thermoplastisches Polyurethan. TPU ähnelt im Verhalten ein wenig dem von Gummi, es bleibt also flexibel. Man setzt also immer dann ein, wenn ein 3D-Modell quasi gummiartig werden soll. Man kann damit richtige Reifen für Modellautos drucken, sogar Schuhsohlen wurden damit schon gedruckt. Bei funktionalen 3D-Modellen wird es manchmal auch als Stoßdämpfer oder als Dichtung eingesetzt. TPU gibt es in verschiedenen Härtegraden, diese werden in der Regel als sogenannte Shorehärte A-Zahl angegeben. Je niedriger die A-Zahl desto weicher und elastischer ist das Material. Ein Wert von A98 ist dabei etwa mittelhart und ein Wert von A88 bereits recht weich. TPU lässt sich in der Regel sehr einfach drucken, da gewöhnlich die Haftung sehr gut ist. Gedruckt wird es meistens mit 220 °C und einer Druckbetttemperatur um die 50°C, je nach Marke und Hersteller gibt es hier allerdings manchmal große Unterschiede, siehe daher unsere untere Filamentauflistung. Man muss beim Druck allerdings darauf achten dass der verwendete 3D-Drucker für TPU geeignet ist. Hier ist besonders eine gute Führung bei der Filamentführung wichtig, da sich ansonsten das weiche Material auf falsche Abwege begibt. 3D-Drucker mit Direktextruder sind hier oft im Vorteil, die meisten neueren 3D-Drucker wie z.B. Artillery Genius etc. sind gut dafür geeignet. Gewöhnlich neigt TPU kaum bis gar nicht zum Warping, aber auch hier gibt es Unterschiede. Bei mancher Marke rate ich zum Drucken eines kleinen Randes (englisch BRIM) damit sich das Filament nicht vom Druckbett löst, bei einigen Marken kann man darauf verzichten (geben wir unten an). Mit TPU gedruckte Modelle lassen sich nach dem Druck leicht wieder vom Druckbett abziehen, oft auch schon bei warmem Druckbett. Ein Nachteil von TPU ist dass sich Stützstrukturen oft nachträglich schwierig entfernen lassen, daher sollte man nach Möglichkeit Modelle drucken die ohne Stützstruktur auskommen. Auch Brücken und Überhänge sind mit TPU oft nicht so ausgeprägt druckbar wie in PETG oder PLA. TPU hat den Vorteil das es weitgehend wetterfest und sogar beständig gegen Öle und Fette ist. Es ist mechanisch sehr gut belastbar und durch die Flexibilität weitgehend bruchsicher. Die Härte und Flexibilität des Materials kann man zudem in gewissen Grenzen auch durch den Füllgrad beeinflussen. Modelle mit 100% sind natürlich deutlich weniger flexibel als mit einer Füllung von 5 oder 15%.
TPU steht für thermoplastisches Polyurethan. TPU ähnelt im Verhalten ein wenig dem von Gummi, es bleibt also flexibel. Man setzt also immer dann ein, wenn ein 3D-Modell quasi gummiartig werden soll. Man kann damit richtige Reifen für Modellautos drucken, sogar Schuhsohlen wurden damit schon gedruckt. Bei funktionalen 3D-Modellen wird es manchmal auch als Stoßdämpfer oder als Dichtung eingesetzt. TPU gibt es in verschiedenen Härtegraden, diese werden in der Regel als sogenannte Shorehärte A-Zahl angegeben. Je niedriger die A-Zahl desto weicher und elastischer ist das Material. Ein Wert von A98 ist dabei etwa mittelhart und ein Wert von A88 bereits recht weich. TPU lässt sich in der Regel sehr einfach drucken, da gewöhnlich die Haftung sehr gut ist. Gedruckt wird es meistens mit 220 °C und einer Druckbetttemperatur um die 50°C, je nach Marke und Hersteller gibt es hier allerdings manchmal große Unterschiede, siehe daher unsere untere Filamentauflistung. Man muss beim Druck allerdings darauf achten dass der verwendete 3D-Drucker für TPU geeignet ist. Hier ist besonders eine gute Führung bei der Filamentführung wichtig, da sich ansonsten das weiche Material auf falsche Abwege begibt. 3D-Drucker mit Direktextruder sind hier oft im Vorteil, die meisten neueren 3D-Drucker wie z.B. Artillery Genius etc. sind gut dafür geeignet. Gewöhnlich neigt TPU kaum bis gar nicht zum Warping, aber auch hier gibt es Unterschiede. Bei mancher Marke rate ich zum Drucken eines kleinen Randes (englisch BRIM) damit sich das Filament nicht vom Druckbett löst, bei einigen Marken kann man darauf verzichten (geben wir unten an). Mit TPU gedruckte Modelle lassen sich nach dem Druck leicht wieder vom Druckbett abziehen, oft auch schon bei warmem Druckbett. Ein Nachteil von TPU ist dass sich Stützstrukturen oft nachträglich schwierig entfernen lassen, daher sollte man nach Möglichkeit Modelle drucken die ohne Stützstruktur auskommen. Auch Brücken und Überhänge sind mit TPU oft nicht so ausgeprägt druckbar wie in PETG oder PLA. TPU hat den Vorteil das es weitgehend wetterfest und sogar beständig gegen Öle und Fette ist. Es ist mechanisch sehr gut belastbar und durch die Flexibilität weitgehend bruchsicher. Die Härte und Flexibilität des Materials kann man zudem in gewissen Grenzen auch durch den Füllgrad beeinflussen. Modelle mit 100% sind natürlich deutlich weniger flexibel als mit einer Füllung von 5 oder 15%.
ABS (Acrylnitril-Butadien-Styrol)
ABS steht für Acrylnitril-Butadien-Styrol und ist ein synthetisches Polymer, dass aus den einzelnen Monomeren Acrylnitril, 1.3 Butadien und Styrol hergestellt wird. ABS ist besonders schlagfest und widerstandsfähig gegen Öle/Fette und verträgt hohe Temperaturen. Es ist allerdings nur mäßig witterungsbeständig. ABS wurde früher sehr häufig im 3D-Druck eingesetzt wenn die Modelle besonders schlagfest und stabil sein mussten. Heute wird ABS wesentlich seltener eingesetzt da es etwas von PETG verdrängt wurde. PETG hat den Vorteil dass es deutlich einfacher druckbar ist. Bei ABS gibt es leider immer wieder Probleme mit der Druckbetthaftung. Hier muss man oft zu Hilfsmitteln wie Haftspray, BlueTape oder anderen Tricks greifen. Aus diesem Grund eignet sich das Material nicht für Einsteiger. Zudem verursacht ABS beim Druck unangenehme Gerüche, was auch nicht jedermanns Sache ist. Bedruckte ABS-Modelle sind sehr schlagfest und können vielfältig bearbeitet werden. Fräsen, schleifen, kleben, lackieren und bohren sind unproblematisch.
Ich selbst habe ABS bislang noch nicht eingesetzt, ich bevorzuge ebenfalls PETG. Daher kann ich aktuell diesbezüglich unten noch keine konkreten Filamente empfehlen. Sollte ich ABS mal benötigen, werde ich die Liste entsprechend auch um ABS ergänzen.
Filament Test verschiedener Filament-Marken und Arten
 Hier nun also die Liste von dem Filament das ich benutze und somit auch testen konnte. Ich liste Euch hier mal auf wie zufrieden ich mit dem jeweiligen Filament bin und welche Einstellungen (Temperatur / Geschwindigkeit etc.) ich bei diesem Filament nutze und somit empfehlen kann. Ich erwähne auch welches Filament mein Lieblingsfilament in der jeweiligen Filamentart ist und wo man die einzelnen Filamentrollen bekommt. Ich verlinke Euch dazu meine Bezugsquelle. Zudem versuche ich Euch zu jedem Filament auch ein paar Bilder von 3D-Modellen aufzulisten, welche ich mit dem jeweiligen Filament gedruckt habe.
Hier nun also die Liste von dem Filament das ich benutze und somit auch testen konnte. Ich liste Euch hier mal auf wie zufrieden ich mit dem jeweiligen Filament bin und welche Einstellungen (Temperatur / Geschwindigkeit etc.) ich bei diesem Filament nutze und somit empfehlen kann. Ich erwähne auch welches Filament mein Lieblingsfilament in der jeweiligen Filamentart ist und wo man die einzelnen Filamentrollen bekommt. Ich verlinke Euch dazu meine Bezugsquelle. Zudem versuche ich Euch zu jedem Filament auch ein paar Bilder von 3D-Modellen aufzulisten, welche ich mit dem jeweiligen Filament gedruckt habe.
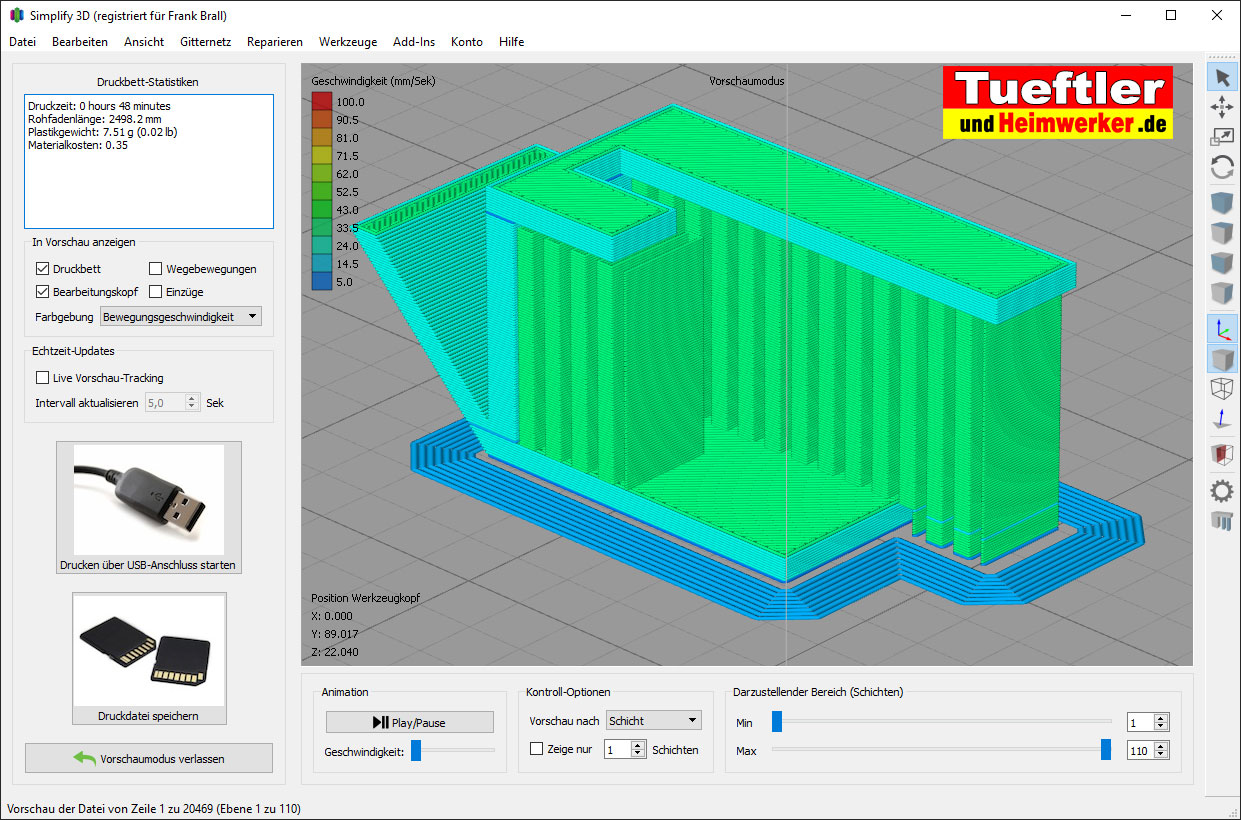
Wenn beim jeweiligen Filament nichts anderes angegeben ist, verwende ich eine Retraction-Einstellung von 2mm, Extrusions-Multiplikator von 1,0 und eine Extrusionsbreite von 0,4mm. Beim Slicer Simplify3D kann man das auf der ersten Einstellungsseite festlegen. Weiterhin drucke ich den ersten Layer nur mit 25% und die Konturen mit 50% der maximalen Geschwindigkeit. Infill und Stützstruktur wird in der Regel mit 80% der Geschwindigkeit gedruckt. Bevorzugt drucke ich mit einer Layerhöhe von 0,2mm. Alle diese Werte kann man natürlich noch weiter optimieren wenn man mag. Einsteigern möchte ich noch mal ans Herz legen dass der erste Layer, also die unterste Schicht, immer am wichtigsten beim Druck ist. Ist die erste Schicht erst mal sauber gedruckt dann klappt in der Regel das ganze Modell. Aus diesem Grunde wähle ich hier Einstellungen die auf der sicheren Seite liegen.
PLA-Filament – besonders leicht zu drucken
Eryone PLA Silk Filament Farbton Kupfer
 Mein Lieblingsfilament im PLA Bereich. Es lässt sich wunderbar einfach drucken, macht keine Fäden, haftet sehr gut und hat den besten Farbton den ich bislang bei Filament gesehen habe. Kupfer sieht hier wirklich wie Kupfer aus, Es sieht so echt aus, dass man es wirklich mit echtem Kupfer verwechseln könnte. Die Oberflächen sind schön sauber, glatt und leicht glänzend. Preis ist auch okay.
Mein Lieblingsfilament im PLA Bereich. Es lässt sich wunderbar einfach drucken, macht keine Fäden, haftet sehr gut und hat den besten Farbton den ich bislang bei Filament gesehen habe. Kupfer sieht hier wirklich wie Kupfer aus, Es sieht so echt aus, dass man es wirklich mit echtem Kupfer verwechseln könnte. Die Oberflächen sind schön sauber, glatt und leicht glänzend. Preis ist auch okay.
Meine bevorzugte Drucktemperatur liegt bei 210 °C wie bei fast allem PLA.
- Drucktemperatur-Herstellerangabe: 190℃- 220℃
- Geschwindigkeit-Herstellerangabe: 30-60 mm/s
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


GEEETECH PLA Filament Farbton Glows / fluoreszierend
Nutze ich manchmal wenn ein Objekt nachts leuchten soll. Macht was es soll, wobei der fluoreszierende Effekt noch etwas stärker sein könnte. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut.
- Drucktemperatur-Anbieterangabe: 210℃- 240℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*



GEEETECH PLA Filament Farbton Weiß
Eines meiner Standard PLAs. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut. Es ist auch ein sehr schönes sauberes durchgefärbtes Weiß. Dünne Schichten lassen zwar etwas Licht durch, dennoch wirkt es nicht transparent. Preis ist recht günstig. Auch nach längerer Lagerung habe ich nur gute Erfahrung mit diesem Filament gemacht.
- Drucktemperatur-Anbieterangabe: 190℃- 220℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


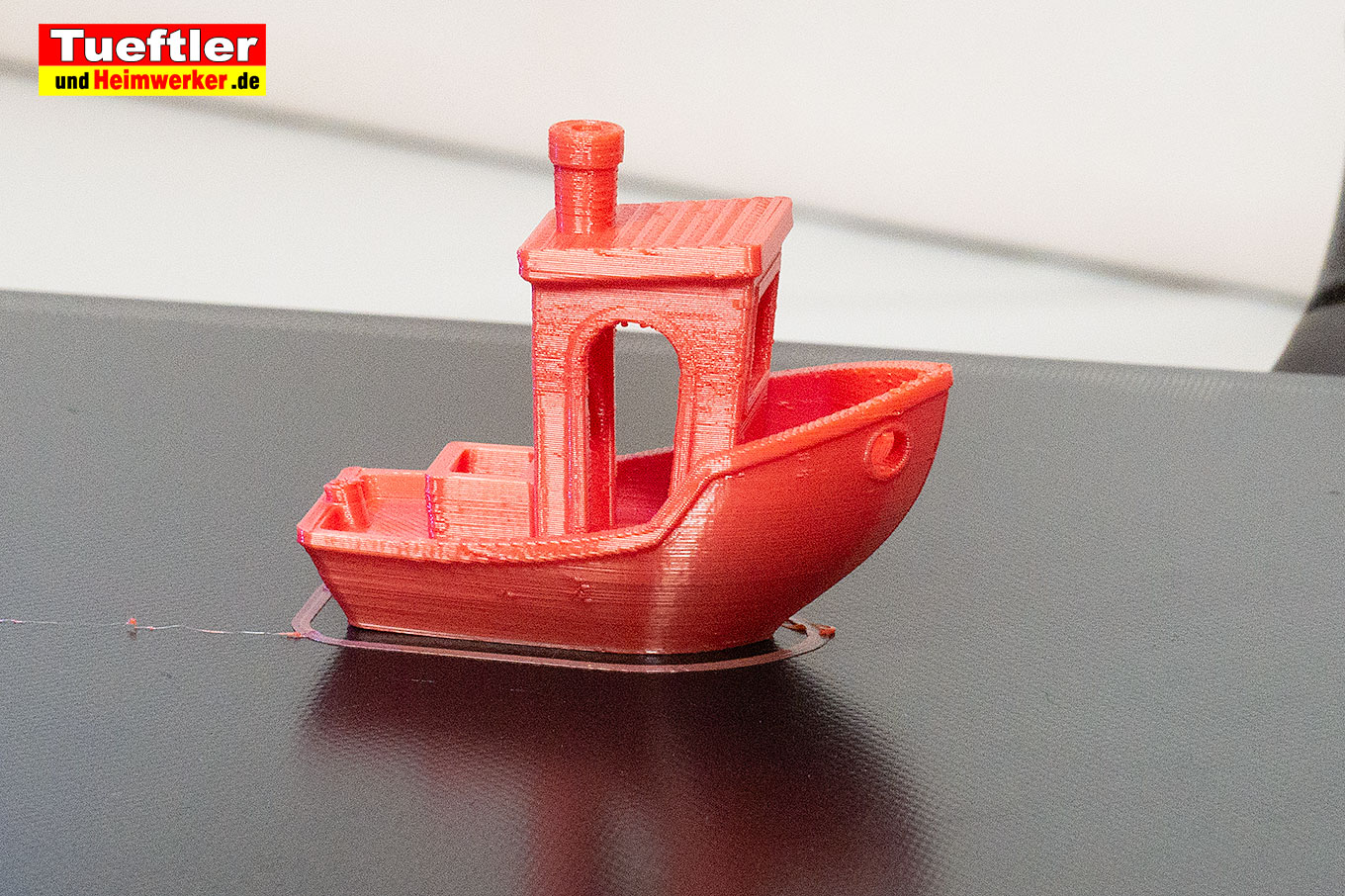
SUNLU PLA Filament Farbton Rot
Ebenfalls eines meiner Standard PLAs das ich immer wieder gern nutze. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut. Es kommt sehr schön verpackt und gewickelt, der Preis ist ebenfalls gut. Ich nutze die übliche Drucktemperatur von 210 °C.
- Drucktemperatur-Herstellerangabe: 200℃- 230℃
- Geschwindigkeit-Herstellerangabe: 50-100 mm/s
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


JANBEX PLA Filament Farbton Schwarz
Ebenfalls ein ordentliches PLA welches zudem sehr günstig ist. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut. Ich nutze die übliche Drucktemperatur von 210 °C. Es wird ordentlich verpackt geliefert, ist aber nicht immer ganz so schön gewickelt wie z.B. das Sunlu Pla*, dennoch hat es keine Probleme bereitet.
- Drucktemperatur-Anbieterangabe: 190℃- 220℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*

JANBEX PLA Filament Farbton Blau
Eines meiner Standard PLAs wenn es um die Farbe blau geht. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut. Preis ist recht günstig.
- Drucktemperatur-Anbieterangabe: 190℃- 220℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 ° C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*
Eryone PLA Filament Farbton Gold

Nachträglich Gold lackiert
An sich sehr gutes PLA, nur der Farbton ist nicht so toll. Für mich sieht es gelb statt Gold aus, schade wenn man Gold möchte. Zum Glück kann man das Filament auch einfach mit goldenem Lack einsprühen, dadurch sieht es wesentlich besser aus. Da mir die Farbe nicht gefällt nutze ich dieses PLA immer dann wenn ich PLA nachträglich mit anderer Farbe einsprühen möchte. Es lässt sich wunderbar drucken, macht keine Fäden, haftet sehr gut. Preis ist auch okay. Ich nutze die übliche Drucktemperatur von 210 °C.
- Drucktemperatur-Herstellerangabe: 190℃- 220℃
- Geschwindigkeit-Herstellerangabe: 30-60 mm/s
- Meine bevorzugte Drucktemperatur: 210 °C.
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 80 °C
- Lüfter: ab Schicht zwei 100%
- Mein Extrusions-Multiplikator: 0,9
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


Mein PETG-Filament (stabiler und etwas flexibler als PLA)
SUNLU Filament 1.75mm PETG Transparent
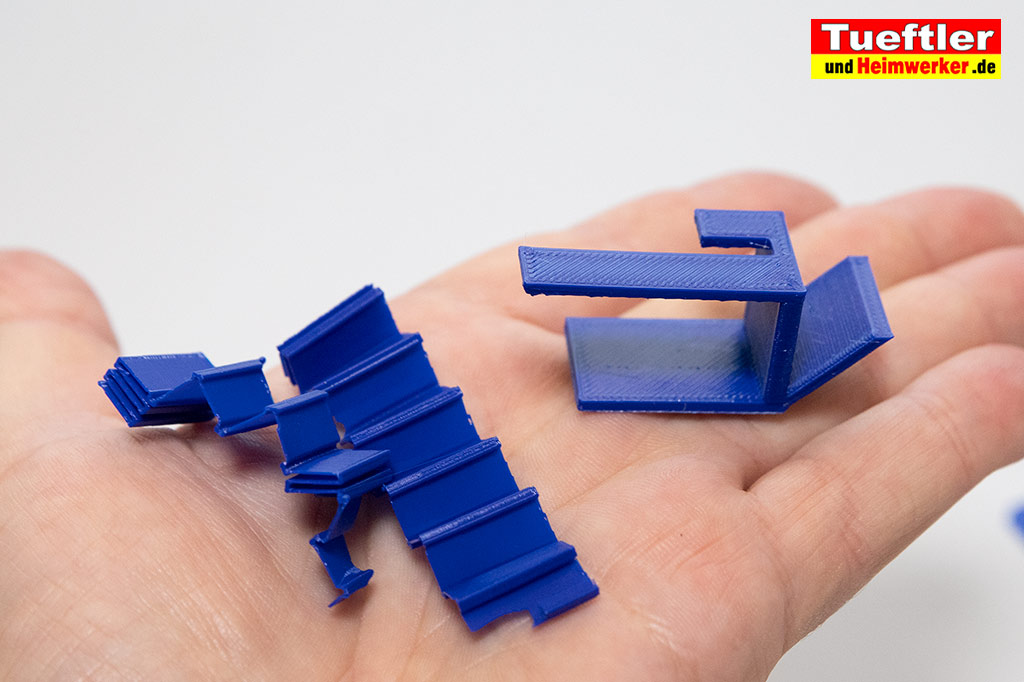
Ein transparentes Filament welches mich am Anfang ganz schön gestresst hat weil es nicht gehaftet hat. Dies lag aber vornehmlich auch daran dass der Anbieter falsche Temperaturen angibt. Ich drucke es jetzt mit 85° Druckbett Temperatur, wobei ich beim ersten Layer sogar 90° nehme. Beim Extruder nutze ich 240 °C, und beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 40mm/Sek drucken. Hin und wieder zieht es mal einen Faden aber damit kann ich leben. Vorteil von dem PETG ist dass es etwas stabiler ist als PLA, es bricht nicht so schnell. Sogar kleine Haken mit 0,5mm Seitenwänden sind da sehr bruchsicher. Transparentes PETG ist allerdings nur bei dünnsten Schichten wirklich transparent, mehrere Schichten wirken oft als weiß. Richtig schön sieht es daher nur bei geeigneten Modellen aus. Ich finde auch dass es sich nicht ganz so gut drucken lässt wie beispielsweise das PETG Grau* oder weiß* des gleichen Anbieters.
- Drucktemperatur-Herstellerangabe: 220 ℃- 250 ℃
- Geschwindigkeit-Herstellerangabe: 50-100 mm/s
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (englisch BRIM, mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*




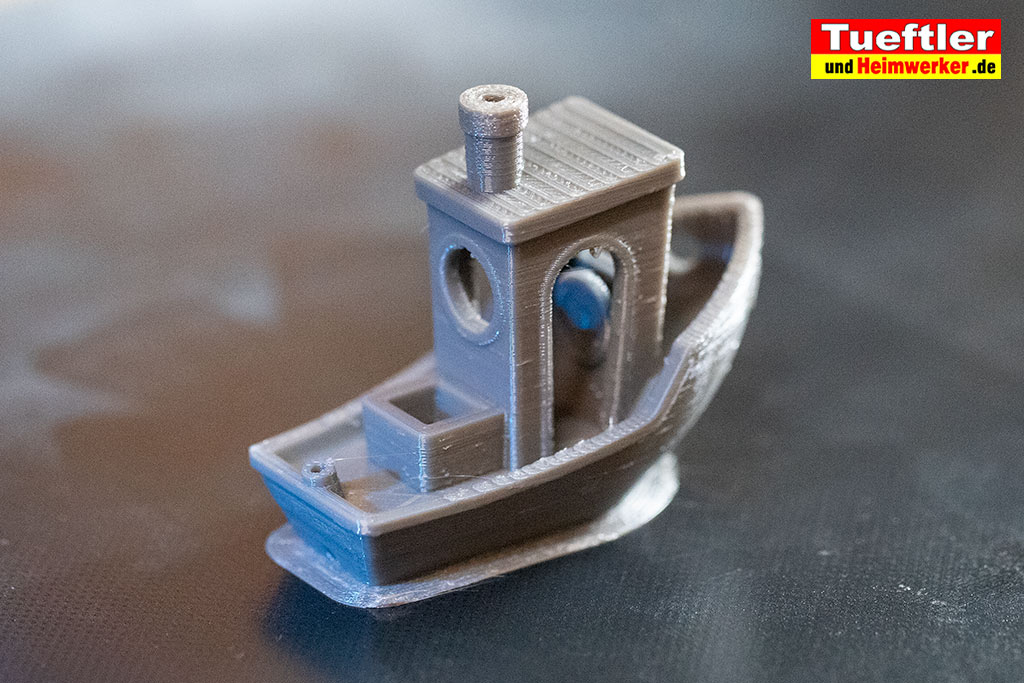
SUNLU Filament 1.75mm PETG Grau – Mein derzeitiger Favorit!
Inzwischen mein Lieblings und Standard PETG-Filament für Teile die mechanisch stärker beansprucht werden oder Dinge die ich auch Outdoor nutze. Es ist sehr schlagfest und lässt sich in dünnen Strukturen auch besser biegen als beispielsweise PLA. Das mittlere Grau ist sehr schön und sehr universell verwendbar. Beim Extruder nutze ich 240 bis 250 °C, und beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 40mm/Sek drucken, inzwischen fast genauso gut wie PLA. Unter 260 ° gibt es kaum Stringing (Fäden). Auch Brücken und Überhänge machen beim Druck keine Probleme. Selbst Stützstrukturen lassen sich bei diesem Filament oft gut entfernen. Das Filament ist hervorragend gewickelt und wird gut verpackt geliefert. Der Preis liegt im unteren Bereich, daher eigentlich echte Empfehlung!
- Drucktemperatur-Herstellerangabe: 220 ℃- 250 ℃
- Geschwindigkeit-Herstellerangabe: 50-100 mm/s
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (englisch BRIM, mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


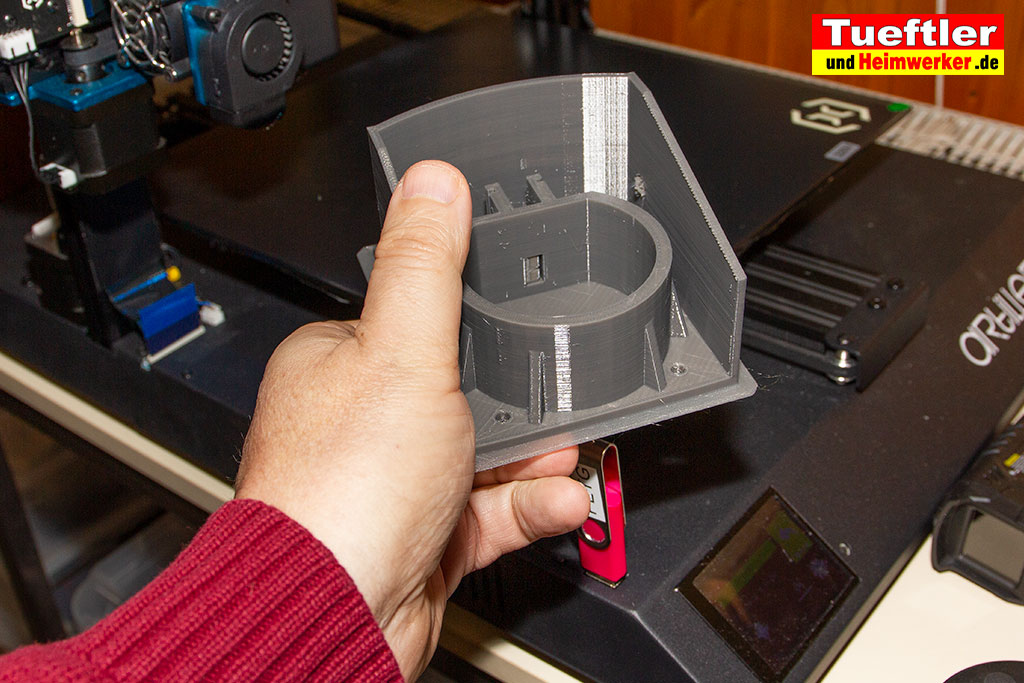
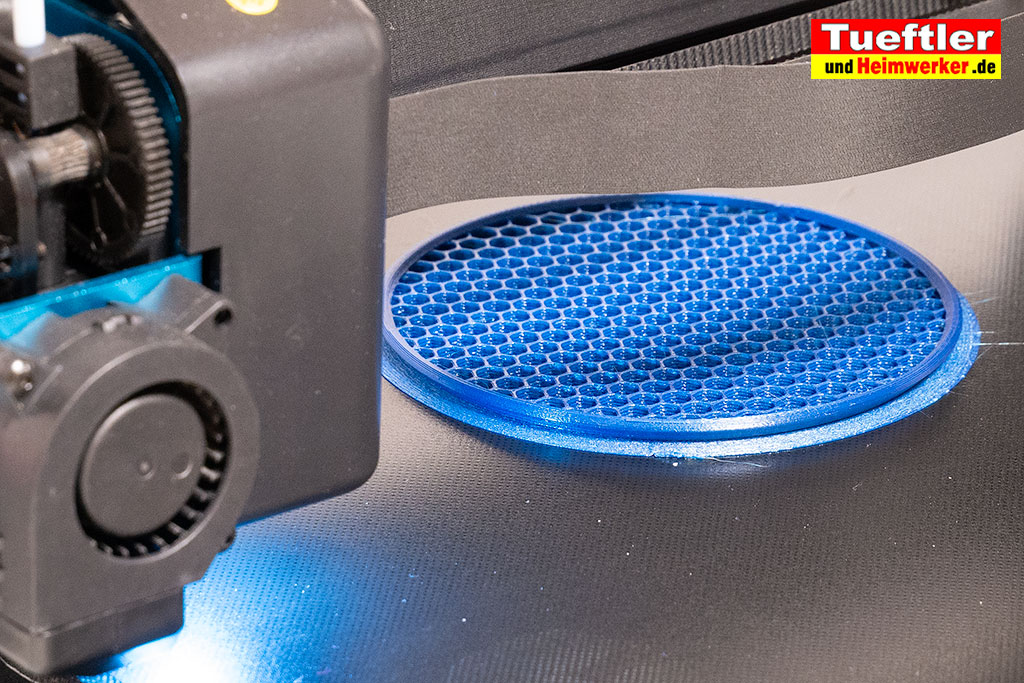
SUNLU Filament 1.75mm PETG Weiß
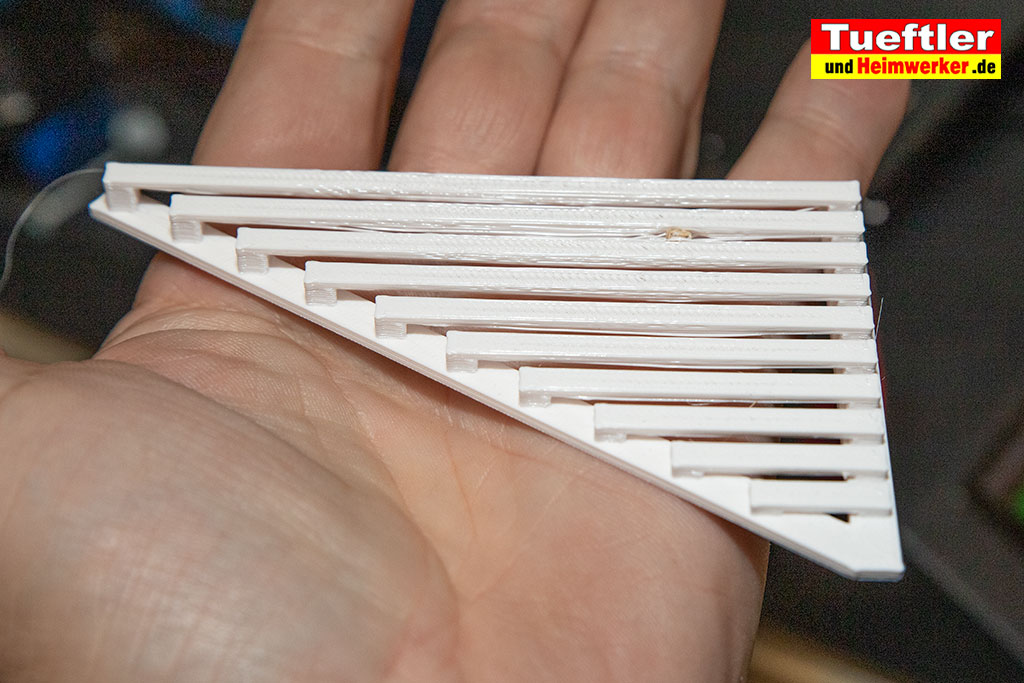
Ebenfalls einer meiner Lieblings PETG-Filamente für Teile die stabil, schlagfester und weitgehend wetterfest sein sollen. Beim Extruder nutze ich 240 bis 250 °C, und beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 40 – 60mm/Sek drucken, ganz unproblematisch. Es zieht kaum Fäden (Stringing) und selbst Stützstrukturen lassen sich leicht und sauber entfernen. Die Farbe „weiß“ ist für mich eher Milchweiß, sie ist leicht transparent, also sehr lichtdurchlässig. Für Blitzlicht Reflektoren (siehe Bild) ist das Filament beispielsweise ideal. Wenn man die Farbe so will ist auch dieses PETG eine echte Empfehlung. Auch Brücken und Überhänge machen beim Druck keine Probleme. Das Filament ist hervorragend gewickelt und wird gut verpackt geliefert. Der Preis liegt im unteren Bereich, daher eigentlich echte Empfehlung!
- Drucktemperatur-Herstellerangabe: 220 ℃- 250 ℃
- Geschwindigkeit-Herstellerangabe: 50-100 mm/s
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40-60 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (englisch BRIM, mit 4-6 Konturen) was das Lösen durch Warping sicher vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*


DasFilament – PETG – Weiß
Das weiße Filament vom Anbieter DasFilament überzeugt vor allem durch das das schöne durchgefärbte Weiß, auch bei dünnen Schichten ist es nicht transparent. Dieses PETG lässt sich ebenfalls sehr gut und einfach drucken, ähnlich gut wie mein bislang bevorzugtes Sunlu-Petg*. Das Stringing scheint mit hier manchmal geringfügig höher zu sein, aber immer noch im Rahmen. Die Stabilität scheint mir ähnlich gut, siehe Bild unten. In X-RIchtung lässt es sich gut biegen, in Z-Richtung bricht es deutlich schneller aber das ist auch bei anderen PETG so. Die Stützstruktur lässt sich hier auch noch recht gut im nachhinein entfernen, allerdings ein klein wenig schwieriger als bei Sunlu-Petg. Ich drucke es mit 85° Druckbett Temperatur, wobei ich beim ersten Layer sogar 90° C Betttemperatur nehme. Beim Extruder nutze ich bevorzugt 235*C, beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 60mm bis 80mm/Sek drucken. Preis liegt im unteren bis mittleren Bereich. Druck man sehr große Modelle (über ca. 20 cm Grundfläche) so ist im Test Warping störend aufgetreten, das Objekt löst sich dann gerne in den Ecken und biegt sich nach oben. Bei kleineren Objekten hat man damit gewöhnlich keine Probleme.
- Drucktemperatur-Herstellerangabe: 210 ℃- 240 ℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 235 bis 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet Nur bei sehr großen Objekten reicht das manchmal nicht.
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 5mm
Bezug: DasFilament


DasFilament – PETG – Metallic Blau
Von diesem hatte ich bislang nur eine Probe, ich habe somit noch nicht soviel Erfahrung mit diesem PETG als mit anderen. Die Probe ließ sich aber gut drucken, eigentlich ähnlich gut wie mein bislang bevorzugtes Sunlu-Petg*, das Stringing scheint mit hier geringfügig höher zu sein, aber immer noch im Rahmen. Ich drucke es mit 85° Druckbett Temperatur, wobei ich beim ersten Layer sogar 90° nehme. Beim Extruder nutze ich 240 °C, und beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 40mm/Sek drucken.
- Drucktemperatur-Herstellerangabe: 210 ℃- 240 ℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: DasFilament
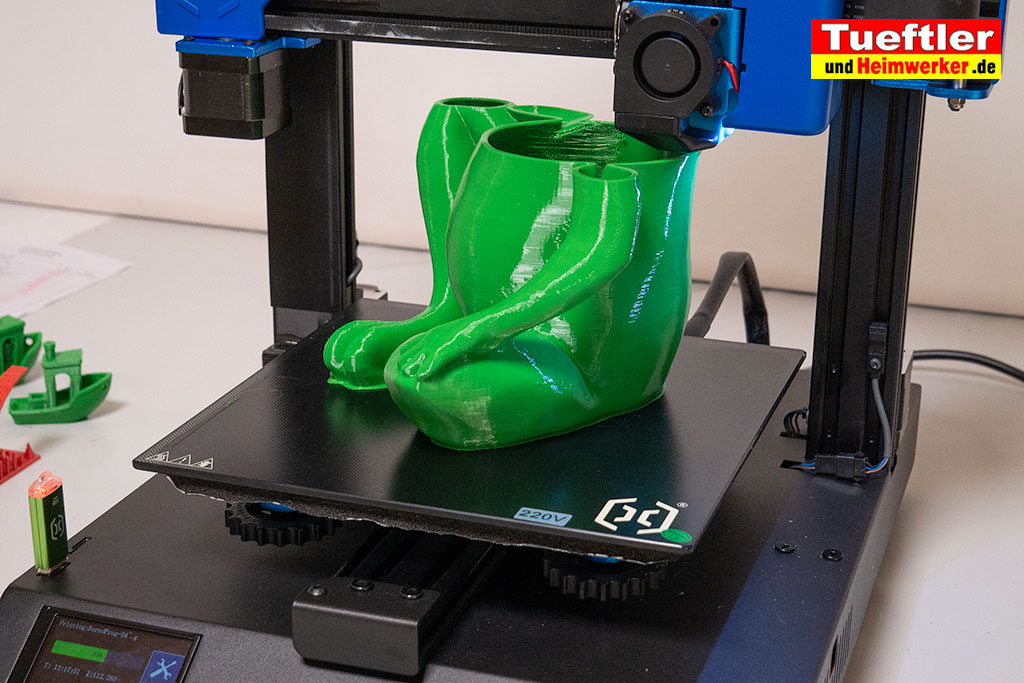
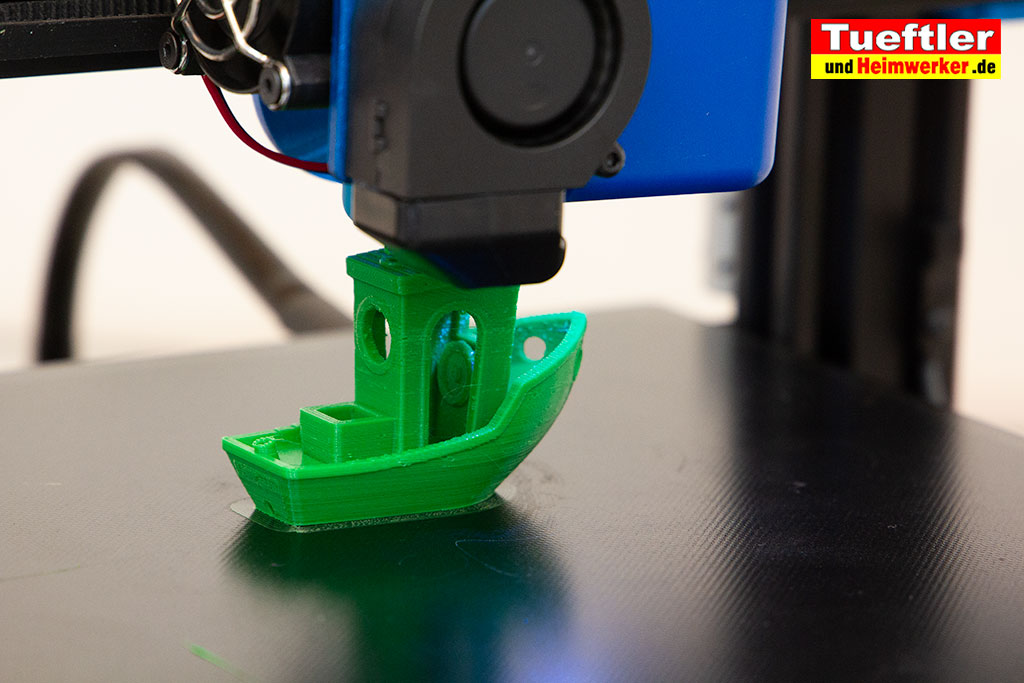
DasFilament – PETG – Grasgrün
Schönes klares Grün. Dieses PETG lässt sich ebenfalls recht gut und einfach drucken, eigentlich ähnlich gut wie mein bislang bevorzugtes Sunlu-Petg*. Das Stringing scheint mit hier manchmal geringfügig höher zu sein, aber immer noch im Rahmen. Die Stabilität scheint mir ähnlich gut. Ich drucke es mit 85° Druckbett Temperatur, wobei ich beim ersten Layer sogar 90° C Betttemperatur nehme. Beim Extruder nutze ich 240 °C, und beim ersten Layer 260°. So kann ich mit dem Material sehr schön mit 40mm/Sek drucken. Preis liegt im unteren bis mittleren Bereich.
- Drucktemperatur-Herstellerangabe: 210 ℃- 240 ℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: DasFilament

AmazonBasics Filament 1.75mm PETG Blau
Bei Eigenmarken von großen Shops bin ich anfangs immer etwas skeptisch, aber hier zu unrecht. Das PETG-Filament von Amazon* hat mich wirklich sehr positiv überrascht. Ich konnte nahezu problemlos mit meinen üblichen PETG-Einstellungen drucken, die Druck-Ergebnisse waren von Anfang an sehr gut. Ich drucke vorwiegend mit 240° Grad und einer Geschwindigkeit von 60mm in der Sekunde. Dabei zeigt das Filament kein Warping und haftet sehr gut. Auch zieht das Filament kaum Fäden, das Stringing ist für PETG wirklich sehr gering. Auch Support, also Stützstrukturen, lassen sich nach dem Druck noch recht gut vom 3D-Modell trennen. Alle Brücken wurden im Bridge-Test recht sauber gedruckt, siehe Bilder unten. Das dunkle durchgefärbte blau hat mit gut gefallen, selbst dünne Schichten scheinen nicht durch. Das Filament wird zudem äußerst sorgfältig gepackt und gewickelt geliefert. Es wird sogar eine Kurzanleitung und ein wieder verschließbarer Beutel zur Aufbewahrung mitgeliefert, das ist vorbildlich. Da zudem der Preis im unteren Bereich liegt, kann ich hier nur eine klare Empfehlung aussprechen! Ich werde dieses jetzt auf jeden Fall häufiger kaufen, auch in anderen Farben, wenn alle Lieferungen diese Qualität zeigen, dürfte es sich ebenfalls zu meinem Lieblings Filamenten entwickeln.
- Drucktemperatur-Herstellerangabe: 230 ℃- 250 ℃
- Geschwindigkeit-Herstellerangabe: –
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 60 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C) (Hersteller Empfehlung 60-80°)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping sicher vermeidet. Dies scheint bei diesem Filament aber oft nicht notwendig zu sein.
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 5mm
Bezug: hier über Amazon*



DasFilament – PETG – Beige
Dieses PETG hat einen schönen durchgefärbten beige Farbton und lässt sich eigentlich ähnlich gut drucken wie mein bevorzugtes Sunlu weiss*. Ich nutze quasi die gleichen Einstellungen, also 260°C für den ersten Layer und 240 °C für den Rest. Mit Geschwindigkeiten von 30 bis 60mm ist das Ergebnis sehr gut. Stützstrukturen lassen sich auch bei diesem Filament noch nachträglich entfernen, allerdings ein klein bisschen schwieriger als beim genannten Sulu-weiss. Fäden also Stringing gibt es kaum, das ist im normalen Rahmen. Gewickelt ist das Filament ebenfalls recht ordentlich, allerdings wurde mir eine Filamentrolle mit abgebrochenem Rand geliefert (siehe Bild). Diese musste erst geklebt werden damit das Filament sich abrollen ließ, ich hoffe mal dass dies ein Einzelfall bleibt. Preis liegt im unteren bis mittleren Bereich.
- Drucktemperatur-Herstellerangabe: 210 ℃- 240 ℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40-60 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: DasFilament



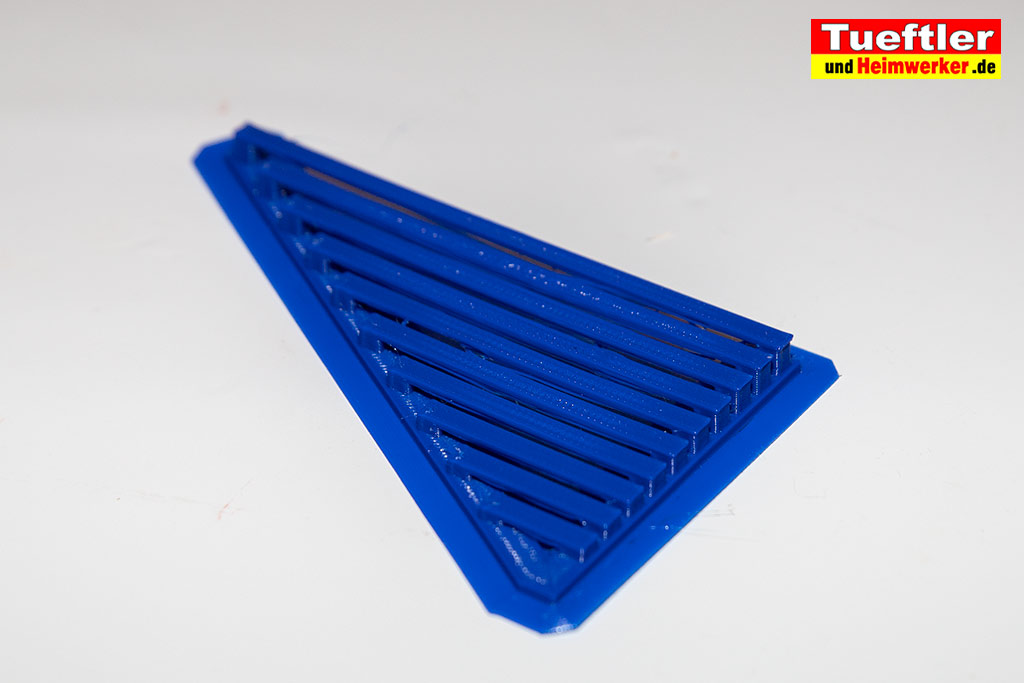
filamentworld – PETG – Schwarz
Dieses Filament zeigte sich als etwas schwieriger zu drucken. Die vom Anbieter empfohlen Temperaturen 195 – 225°C brachten bei mir keine guten Ergebnisse. Ich habe daher die Temperatur Schrittweise erhöht und bin am Ende eigentlich fast wieder bei meinen PETG-Standard Einstellungen gelandet, bei 235 bis 240 °C. Mit 240 °C war das Druckergebnis am besten und auch alle Brücken wurden im Bridge Test gedruckt. Mit 230 °C schaffte der Drucker die letzte Brücke nicht, siehe Bild. Zudem verzog sich bei 230°C das Modell, das Bridge-Modell stand nach dem Druck nicht glatt auf dem Tisch. Stützstrukturen lassen sich bei diesem Filament nach dem Druck noch herauslösen, allerdings ebenfalls etwas schwieriger. Gefallen hat mir bei dem Filament nur das es kaum zu Stringing kommt. Dennoch wird dies nicht mein Standard Filament, die Haftung war selbst bei 260°C Druck mit 90° Bett nicht so gut wie bei anderen PET-Filamenten, daher hatte ich hier öfters mal Probleme und Fehldrucke wegen dem ersten Layer. Preis liegt im mittleren Bereich.
- Drucktemperatur-Herstellerangabe: 195 ℃- 225 ℃
- Geschwindigkeit-Herstellerangabe: k.A.
- Meine bevorzugte Drucktemperatur: 235 – 240 °C. (erste Schicht 260° C)
- Meine bevorzugte Druckgeschwindigkeit: 40-60 mm/s
- Meine Druckbetttemperatur: 85 °C (erste Schicht 90°C)
- Lüfter: ab Schicht vier 25%,ab Schicht sechs 40%,ab Schicht acht 60%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 6mm
Bezug: filamentworld


TPU-Filament – Flexibel wie Gummi dennoch besonders leicht zu drucken
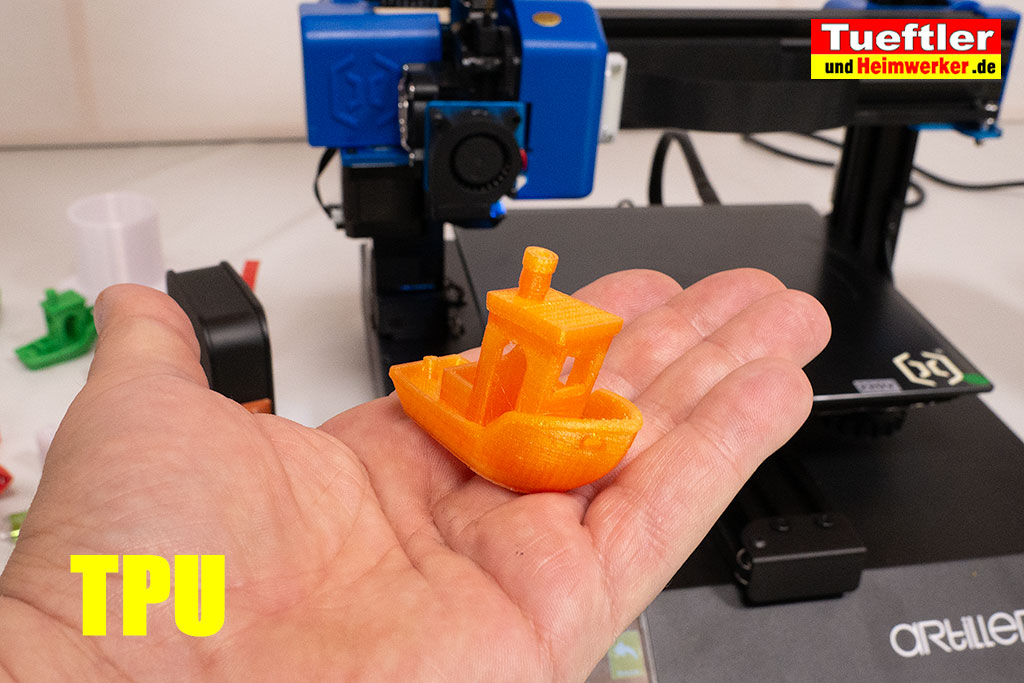
GEEETECH TPU Farbton Orange
Ein sehr schönes flexibles Filament, es ähnelt ein wenig etwas härterem Gummi. Die Elastizität lässt sich etwas mit dem Füllgrad steuern, bei 100% Füllung (Infill) wird es schon recht hart, Es lässt sich wunderbar einfach drucken, genauso einfach wie PLA, insbesondere auch weil die Haftung sehr gut ist!. Man muss nur etwas langsamer drucken, ich nutze bislang 30mm bis 49mm/Sek, 50 °C Bett-Temperatur und 220 °C für die Düse. Es macht schon etwas mehr Fäden (Stringing) als PLA oder PETG, aber es ist noch im Rahmen. Der Farbton erinnert an eine echte Orange oder oranges Rücklicht, dünnere Strukturen lassen Licht auch gut durch. Preis ist durchschnittlich bis niedrig. Stützstrukturen lassen sich bei diesem Filament teils etwas schwierig entfernen, daher möglichst ohne Stützstrukturen nutzen.
- Drucktemperatur-Herstellerangabe: 200 ℃- 220 ℃
- Geschwindigkeit-Herstellerangabe: 40mm/s.
- Meine bevorzugte Drucktemperatur: 220 °C
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 50 °C
- Lüfter: ab Schicht zwei 10%
- Rand: nicht nötig
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*
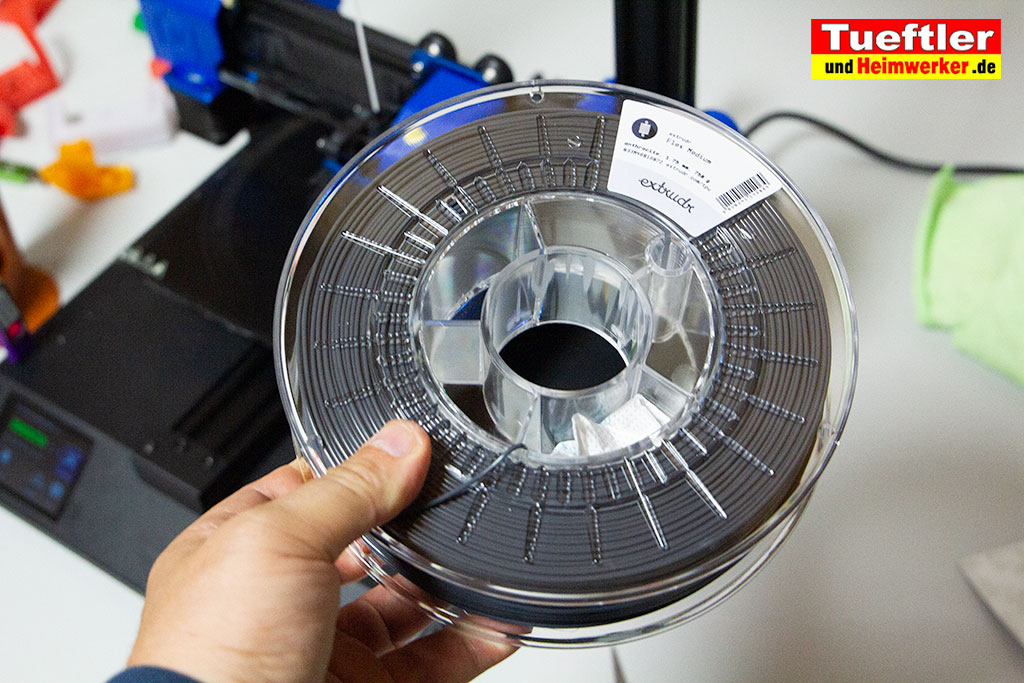
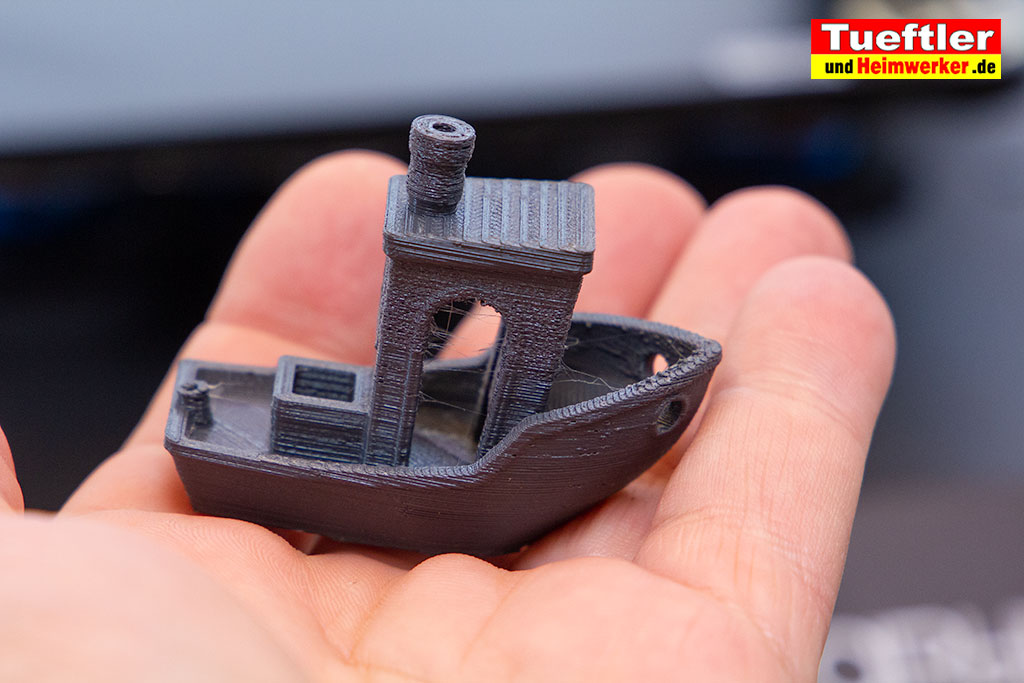
extrudr® TPU medium ANTHRAZIT
Ebenfalls ein schönes mittelhartes und flexibles Filament der ShoreHärte von A98. Für die Farbe Anthrazit könnte man auch dunkelgrau sagen. Bei diesem Filament empfiehlt der Hersteller eine Drucktemperatur von 230 bis 250° C im Datenblatt. Dies hat mich etwas verwundert da TPU gewöhnlich mit ca. 220 °C gedruckt wird. Die besten Ergebnisse habe ich bislang mit 220 bis 230 °C erzielt. Die Haftung ist bei diesen Temperaturen gut Dennoch gibt es hier hin und wieder ein leichten Warping Effekt, das heißt das 3D-Objekt löst sich an den Rändern etwas. Aus diesem Grund drucke ich dieses TPU immer mit einer kleinen Rand (BRIM). Die Haftung ist noch besser wenn man ersten Layer mit 240° C druckt. Leichtes Stringing (also Fäden) ist schon vorhanden, hält sich jedoch im üblichen TPU Rahmen. Geduckte 3D-Objekte lassen sich auch wieder sehr leicht vom Druckbett lösen, auch im warmen Zustand. Auf Stützstrukturen sollte man bei diesem Filament möglichst verzichten da sich diese sehr schwer bis gar nicht entfernen lassen. Das Filament ist ordentlich gewickelt und wird gut verpackt geliefert. Der Preis liegt im unteren bis mittleren Bereich.
- Drucktemperatur-Herstellerangabe: 230 ℃- 250 ℃
- Geschwindigkeit-Herstellerangabe: 20-30mm/s.
- Meine bevorzugte Drucktemperatur: 230 °C (erste Schicht 240° C)
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 60 °C
- Lüfter: ab Schicht zwei 10%,ab Schicht drei 100%
- Rand: Bevorzugt drucke ich einen kleinen Rand (BRIM mit 4-6 Konturen) was das Lösen durch Warping gut vermeidet
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: hier über Amazon*

DasFilament – TPU – Weiß
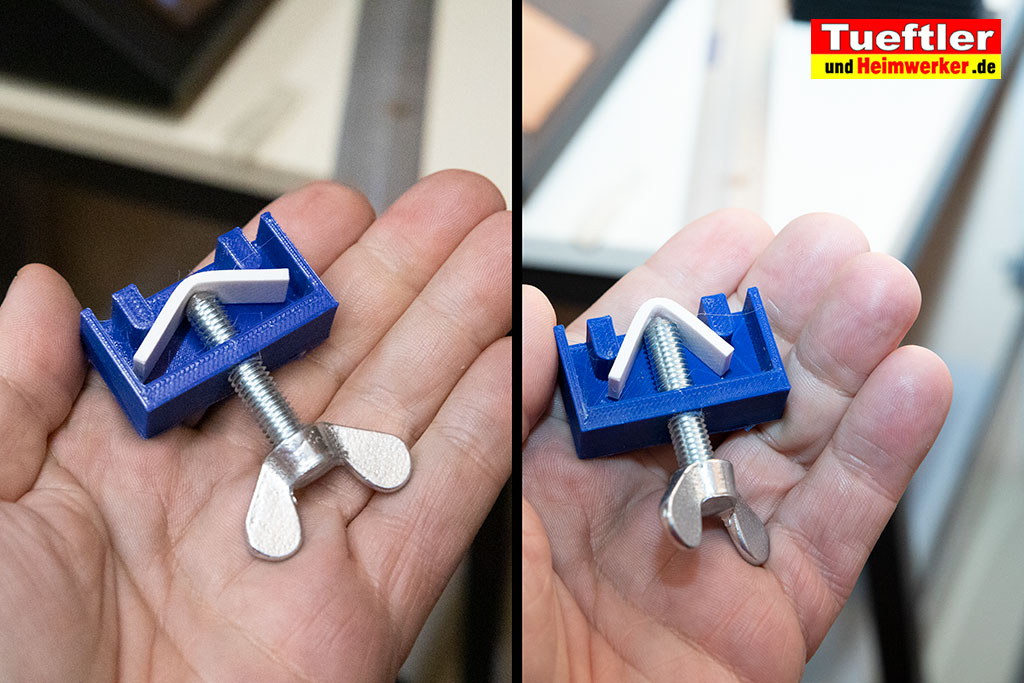
Ein mittelhartes Filament der Shorehärte 94A das sich ebenfalls recht unproblematisch drucken ließ. Für den Druck nutze ich die vom Hersteller angegebene Drucktemperatur von 220°C. Statt den angegeben 30mm/s drucke ich allerdings mit 40 mm/s da ich hier keine Unterschiede feststellen konnten. Die Haftung ist sehr gut und ein Warping konnte ich bislang nicht feststellen. Die Elastizität lässt sich etwas mit dem Füllgrad steuern, bei 100% Füllung (Infill) wird es schon recht hart. Auch dieses TPU erzeugt leider leichtes Stringing (dünne Fäden). Der weiße Farbton (RAL 9003) ist sehr schön weiß durchgefärbt und nicht transparent! Der Preis liegt im unteren bis mittleren Bereich. Stützstrukturen lassen sich bei diesem Filament teils etwas schwierig bis gar nicht entfernen, daher möglichst ohne Stützstrukturen nutzen. Auch beim Drucken von Brücken kann es nicht mit PLA oder PETG mithalten.
- Drucktemperatur-Herstellerangabe: 220 ℃ +-15%
- Geschwindigkeit-Herstellerangabe: 20-30 mm/s.
- Meine bevorzugte Drucktemperatur: 220 °C
- Meine bevorzugte Druckgeschwindigkeit: 40 mm/s
- Meine Druckbetttemperatur: 50 °C
- Lüfter: ab Schicht zwei 10%
- Rand: nicht nötig
- Mein Extrusions-Multiplikator: 1
- Meine Extrusionsbreite: 0,4
- Meine Retraction: 2mm
Bezug: DasFilament

Weitere Filament Tests folgen hier … (schau regelmäßig mal rein, Link speichern oder kostenlosen Newsletter (hier) als Erinnerung anfordern)

Weitere Links zum Thema 3D-Druck
- 3D-Druck Einstieg mit Simplify 3D und Artillery Sidewinder X1
- Flsun Q5 Test – günstiger 3D-Drucker in Delta-Bauweise
- Kompakter 3D-Drucker Artillery Genius im Test
- 3D-Druck Einführung am Beispiel des JGAURORA A5
- Video welches Cura-Software erläutert
- Infos zum STL-Format (Wikipedia)
- Videos zum Thema 3D-Druck
- Bücher zum Thema 3D-Druck
- Bezug Software Cura
- Bezug Simplyfy 3D Amazon* oder Hersteller
- Simplify 3D – Deutsche Anleitung
- Buch zu Simplify 3D*
- 3D-Modell: Schreibtisch-Organizer für USB-Sticks, Speicherkarten
- Interessante 3D-Modelle mit STL und einige auch mit CAD-Datei bei Cults
- Interessante 3D-Modelle und Modellgruppen
- Schneller und effizienter heizen – Heizungslüfter für Heizkörper selber bauen – einfach per 3D-Drucker
- Kapazität und Leistungsmessgerät selber bauen – einfach per 3D-Drucker
Rechtlicher Hinweis: Der Seitenbetreiber (Tueftler-und-Heimwerker.de) übernimmt keine Gewähr für die Vollständigkeit und Richtigkeit der veröffentlichten Projekte und Erläuterungen. Der Seitenbetreiber weist außerdem darauf hin, dass die Verwendung dieser Anleitungen auf eigenes Risiko erfolgt. Bitte treffen Sie zu Ihrer Sicherheit alle notwendigen Vorkehrungen.
Wichtiger Sicherheitshinweis und Haftungsausschluss ! (zum Lesen hier klicken)
Die Autoren der Artikel und Videos sind bemüht alle Angaben und Erläuterungen korrekt und ohne Fehler zu veröffentlichen! Beachte jedoch das es sich nicht bei allen Autoren um ausgebildete Fachexperten handelt. Die Autoren entwickeln ihre Projekte und Beiträge gewöhnlich aus einem einem Hobby und eigener Erfahrung heraus! Ihr Fachwissen haben sie sich oft selbst erarbeitet! Daher habe bitte Verständnis dafür das die Autoren und Seitenbetreiber keinen Haftung übernehmen können, zumal sie ihr Wissen hier kostenlos bereitstellen!
Es handelt sich auf dieser Seite also nicht um Lehrvideos oder Lehrbeiträge! Ziel ist es auch nicht zum nachmachen aufzufordern oder anzuregen, vielmehr möchten wir zu eigenen Projekten und Lösungen anregen und komplexe Dinge möglichst einfach für jedermann verständlich erläutern! Alle Angaben und Tipps sind daher ohne Gewähr! Jeder ist für sein Handeln und seine Fehler selbst verantwortlich! Bei allen Arbeiten sind die jeweiligen Sicherheitsvorschriften und allgemeinen Arbeitsvorschriften zu beachten! Dies gilt besonders auch beim Umgang mit Werkzeugen oder Strom. Sie müssen sich also vor dem arbeiten entsprechend informieren welche Fachkenntnisse für welche Arbeiten notwendig sind und wer diese durchführen darf!
Der Betreiber dieser Webseite als auch die Autoren übernehmen keinerlei Haftung für Schäden und Verletzungen!
Transparenter Hinweis: : Die mit * gekennzeichneten Links sind sogenannte Affiliate-Links, also Links wo du das jeweilige Produkt bestellen kannst. Wenn Du über einen solchen Link ein Produkt bestellst, unterstützt Du unsere Seite, da wir eine kleine Provision erhalten. Für Dich entstehen dabei keine Mehrkosten.
* Weitere Hinweise (zum Lesen hier klicken)
Zur Finanzierung der Seite sind wir Teilnehmer verschiedener Partnerprogramme . Unter anderem verdienen wir als Amazon und Ebay Partner an qualifizierten Verkäufen. Spenden, Affiliate-Links als auch Werbeanzeigen sind leider nötig, damit wir die Mittel besitzen, um auch langfristig frei und unabhängig berichten, testen und unabhängig unsere Meinung darlegen zu können. Wir gehen keine Kooperationen ein, die uns in der freien Berichterstattung einschränken! Wir sammeln keine Daten und verkaufen keine Daten!
Unser Anliegen / Unsere Antrieb
 Diese Webseite soll Leser und andere Tüftler und Technik affine Leser inspirieren, aber ihnen auch helfen. Hier gibt vor allem der selbst sehr technikaffine Betreiber sein Wissen und seine langjährigen Erfahrungen aus Hobby und Beruf weiter. Er nutzt seine Ausbildung, Technikerfahrung aber auch seine Fähigkeit, Dinge einfach erklären zu können, um Produkte ausgiebig und praktisch zu testen oder in Tutorials zu erklären. Und damit die Artikel auch Einsteigern helfen, werden auch konkrete Empfehlungen und Tipps gegeben. In der Regel sind alle Artikel, Pläne, Bauanleitungen, Projektbeschreibungen, 3D-Modelle, Tests, Zeichnungen, Schaltskizzen usw. kostenlos erhältlich. Mit den Empfehlungen möchten wir möglichst vielen Menschen helfen, damit sie ihr Projekt oder Vorhaben leichter selbst umsetzen können. Daher sind unsere Inhalte kostenlos nutzbar. Sollten Fragen offen bleiben, können diese gerne in den Kommentaren. gestellt werden, der Autor ist stets bemüht alle zu beantworten.
Diese Webseite soll Leser und andere Tüftler und Technik affine Leser inspirieren, aber ihnen auch helfen. Hier gibt vor allem der selbst sehr technikaffine Betreiber sein Wissen und seine langjährigen Erfahrungen aus Hobby und Beruf weiter. Er nutzt seine Ausbildung, Technikerfahrung aber auch seine Fähigkeit, Dinge einfach erklären zu können, um Produkte ausgiebig und praktisch zu testen oder in Tutorials zu erklären. Und damit die Artikel auch Einsteigern helfen, werden auch konkrete Empfehlungen und Tipps gegeben. In der Regel sind alle Artikel, Pläne, Bauanleitungen, Projektbeschreibungen, 3D-Modelle, Tests, Zeichnungen, Schaltskizzen usw. kostenlos erhältlich. Mit den Empfehlungen möchten wir möglichst vielen Menschen helfen, damit sie ihr Projekt oder Vorhaben leichter selbst umsetzen können. Daher sind unsere Inhalte kostenlos nutzbar. Sollten Fragen offen bleiben, können diese gerne in den Kommentaren. gestellt werden, der Autor ist stets bemüht alle zu beantworten.
In einer Zeit, in der auf viele Webseiten, Videos und Blogs Werbung, KI-Texte, umgeschriebenen Artikeln, Clickbaits-Überschriften (reißerische Lock-Überschriften) auf dem Vormarsch sind, wollen wir zeigen das es auch anders geht.
Eine ehrliche, fachliche und praxisnahe Berichterstattung ist mit ein wenig Hilfe und Unterstützung der Leser / Zuschauer auch heute noch machbar. Wenn Du unsere Arbeit auch durch eine Direktspende unterstützen willst, dann steht dir natürlich unser Paypal Spendenformular (hier klicken) zur Verfügung! Wir freuen uns über jede Unterstützung! Natürlich freuen wir uns auch über eine Empfehlung oder ein Youtube Abo. oder einen Youtube Daumen hoch.
Ich hoffe ihr versteht nun warum in gewissen Maße Werbeanzeigen, Spenden und sogenannte Affiliate-Links auf dieser Seite nötig sind. Bauanleitungen Fotos, Videos, Zeichnungen, Schaltbilder aber aus Tests kosten halt richtig viel Zeit und bedeuten viel Arbeit. Oft ist zudem viel Equipment wie Messgeräte, Kameras etc. für Tests nötig. Auch wenn das alles zum großen Teil auch Hobby für uns ist, müssen wir das irgendwie finanzieren. Und letztendlich hilft es ja auch euch wenn mir Links zu Anbietern posten wo ihr verwendeten Baumaterial oder gezeigte Produkte kostengünstig sofort bestellen könnt. Das spart euch viel Zeit bei der Suche und erleichtert euch das Bestellen. Selbstverständlich haben Affiliate-Links keinerlei Einfluss auf unsere Empfehlungen oder Inhalte. Natürlich werden auch Produkte oder Material kritisiert, wenn es bei Verwendung nicht überzeugen konnte. Produkte von denen wir schon bei im vornherein der Produktrecherche nicht überzeugt sind, werden wir hier auch gar nicht erst testen. Es ist also schon einen gewisse Auszeichnung wenn hier ein Produkt genannt oder überhaupt getestet oder beschrieben wurde. Selbstverständlich listen wir hier keine dubiosen Bezugsquellen auf, bei denen wir schlechte Erfahrungen gemacht haben.


Super Beitrag, diese Infos habe ich lange gesucht! Vielen Dank
Aloha
Im allgemeinen Interessant. Interessanter wäre es gewesen, nicht die Filamente zu testen die jeder kennt und die schon von vielen anderen Leuten getestet wurden, sondern vielleicht mal weniger bekannte Filamente bzw. Marken zu testen
Nun ich habe hier viele Leser die sich noch nicht so lange mit 3D-Druck beschäftigen, von daher wollte ich als erstes mal Filamente finden die wirklich gute Qualität bieten, vernünftigen Preis haben und auch leicht zu bekommen sind. Welche das sind musste selbst ich erst herausbekommen. Einige sehr gute mit den man sorglos drucken kann habe ich ja gefunden und oben empfohlen und verlinkt. Versuche mit exotische Filamente oder völlig unbekannten Anbietern kommen noch, die Liste wird ja mit der Zeit erweitert. Das geht natürlich nicht so schnell da ich für die Filamente auch eine Verwendung finden muss, schließlich muss ich sie auch kaufen. Falls Filamentanbieter mitlesen, Proben von interessanten Filamenten sind gerne auch für Test willkommen (Kontakt). Ich wollte Einsteigern nur den Ärger mit verstopften Düsen oder kaum haftenden Filamenten ersparen, die können am Anfang den Spaß am 3D-Druck verderben. Es gibt aber sicher noch viele andere gute Filamente, gerne kann jeder seine Erfahrungswerte als Kommentar ergänzen. Aber wie gesagt, es wird auch von mir noch ergänzt!
Danke für die Liste, hat mir sehr beim ersten großen Filament Kauf geholfen. Mit den angegebenen Parametern konnte ich tatsächlich sofort tolle Druckergebnisse erzielen. Eure Seite ist fest in meinen Bookmarks notiert, macht weiter so.
Ich habe heute meinen X1 bekommen und überall lese ich das teilweise mit Temperaturen gedruckt wird die über die 240° Angaben gehen. Schadet diese Temperatur dem Drucker oder kann er das ab?
Gerade was ASA Filament angeht, ist laut Angaben der Hersteller eine Temp von 250°-260° zu bevorzugen. Ich habe aber auch schon gelesen das dieses Filament mit 240° gedruckt wird.
Ich möchte bzw werde hauptsächlich ASA drucken, weil meine Teile alle samt im Außenbereich zum Einsatz kommen.
Noch dazu werde ich die gesamte Druckbettfläche benötigen, was es nicht einfacher macht denke ich, wegen der zu starken Abkühlung der Layer bei der großen Fläche.
Muss ich auf etwas acht geben, wenn ich bei dem Drucker mit sagen wir mal 250° drucke falls das damit überhaupt möglich ist?
Also ich drucke sehr viel mit 240 bis 260 Grad, ich habe da keinerlei Probleme mit dem Artillery Sidewinder X1 oder Genius. Soweit ich gehört habe (keine Garantie)liegt das Limit bei 270° C. Zu ASA Filament kann ich dir nichts sagen, habe ich noch nie benutzt, ich bevorzuge PETG im Außenbereich. Die Druckbetttemperatur sollte man nicht zu niedrig einstellen wenn man sehr große Objekte druckt, da diese im Außenbereich etwas kälter ist. Also lieber 10 Grad mehr als sonst üblich.
Hallo, super Test ! Vielleicht kann mir Einsteiger hier jemand helfen.
Ich habe einen gebrochenen Entriegelungsschlüssel eines Torantriebs mit tinkercad gezeichnet und mit meinem BRESSER T-Rex2 (baugleich flashforge creator pro 2) pla (schwarz bei Drucker dabei), petg grau (tinmorry), Petg rot (Ziel) und einem pla (warhorse) multicolor Filament gedruckt.
Mit dem multicolor ist der Schlüssel am Übergang von Griff zu Schaft sofort bei ganz geringer Belastung gebrochenen.
Mit beiden petg etwas stabiler aber auch bei Belastung sofort gebrochen.
Mit dem pla ist er nicht kaputt zu kriegen, was gegen die Theorie spricht das petg widerstandsfähiger sein soll
Habe ich 2 schlechte petg erwischt ?
Obwohl von 2 verschiedenen Herstellern ?
Das pla mit dem der Schlüssel nicht bricht war übrigens beim Drucker dabei, die anderen habe ich bei Amazon gekauft.
Gedruckt wurde alles mit den gleichen Standard pla Einstellungen im Slicer. 50 Grad Bett, 210 Grad Extruder.
Bevor ich die beiden petg zurückschicke möchte ich noch sichergehen. Nach dem Lesen des Testberichts könnte es sein dass 210 Grad für das Petg Zuwenig ist?
Was sagt ihr dazu ?
Vielen Dank
Josef
Bei PetG brauchst Du höhere Temperatur, siehe oben unsere empfohlenen Werte!
Danke für die umfassenden Hinweise. Für mich Neuling sehr nützlich.
Eins meiner Probleme konnte ich jedoch nicht entdecken:
Ich versuche PLA, ABS und PETG. Mit PLA geht Alles reibungslos.
Bei ABS und PETG gelingt es nach dem Druck nur mit großer Mühe, das Modell von der Grundplatte zu trennen.
Geht nur mit Messer und einiger Kraftanstrengung.
Was muss ich verändern ?
Wenn Platte richtig abgekühlt ist geht auch PETG eigentlich leicht ab. Hilfreich ist Ventilator*.
Kannst du dein druckbett abnehmen? Ich packe alles nach dem Druck in den tiefkühler 0,5-1h warten dann liegt beides schon getrennt im Fach
Ich stelle kurz Lüfter daneben, dann kannst Du Modelle auch nach wenigen Minuten leicht abnehmen!
Hmm, Dein Artikel ist zwar schon etwas älter, aber zumindest für mich immer noch sehr informativ.
Mir ist nur aufgefallen das wenn Du schreibst einen kleinen Rand (Schürze) zu drucken um das Warping zu verhindern eigentlich der Begriff „Schürze“ falsch gewählt ist, zumindest wenn man davon ausgeht das die bei der Druckplattenhaftung in Cura verwendeten Begriffe richtig sind.
Cura benutzt die Begriffe:
Englisch Deutsch
Skirt Schürze
Brim Rand
Raft Floß
Bei der Einstellung Skirt (Schürze), wird kein das Druckteil berührender Rand gedruckt der das Waping verhindern kann, sondern lediglich ein definierbare Anzahl von Linien in einem definierbarem Abstand zum Druckteil um beim eigentlichen Druckbeginn einen guten Materialfluss durch das Hotend zu gewährleisten.
Bei der Einstellung Brim (Rand) wird dann tasächlich ein das Druckteil berührender Rand mit einer definierbaren Anzahl von Linien gedruckt um unter anderem z.B. das Warping zu verhindern.
Ich vermute mal auch Du benutzt Cura oder hast damit zumindest auch mal experimentiert, weißt das und hast versehentlich den Begriff (Schürze) als synonym für den Rand verwendet.
Richtig wäre entsprechender Weise natürlich einfach das „(Schürze)“ weg zu lassen oder statt dessen die englische Übersetzung für Rand „(Brim)“ zu vewenden.
Ist zwar ein kleiner Roman geworden, sollte aber eigentlich nur ein kleiner Hinweis sein.
Ansonsten finde ich deinen Artikel wirklich sehr gut !!!
Danke für die Anmerkung. Ich benutze kein Cura, ich nutze immer Simplify 3D, hier werden die Einstellungen immer „Schürze/Rand“ genannt. Vermutlich wäre Brim der richtige englische Ausdruck, wie auch immer, es ist ja im Grunde das gleiche, man kann hier den Abstand des Randes/Schürze einstellen. Wie Du schon richtig vermutest stelle ich dann Einstellungen so gering ein, das noch ein kleiner Kontakt zustande kommt (ca. 0,4 bis 0,6mm). Gewöhnlich reicht das um den Rand zu halten. Es hilft auch deshalb weil der Rand (Brim) das Druckbett ja quasi etwas gegen Wärmeverlust isoliert.
Vielen Dank für diesen tollen Artikel!
Ich hab‘ meine ersten Versuche mit einigen der vorgestellten Filamenten gemacht und das hat sehr gut geklappt. Ohne der Information hier wäre ich nicht besonders weit gekommen 😉
Also nochmal herzlichen Dank und weiter so!
Danke für nettes Feedback!